空間大改造-生產線布置的秘密

- 撰文者:
- 2016/01/21 瀏覽數:24582

在年初的全球業務會議中,訂下「開闢OEM與ODM戰場」的策略後,在幾個客戶參觀工廠,業務人員回報客戶的觀感後,董事長憂心忡忡,認為:「生產線若再不改變現狀,這個策略要成功,恐怕遙遙無期」。於是,打算在這週五下午例行的「主管會議」中與製造相關單位的主管們一起討論。
董事長:「今天會議的臨時動議,我想討論近日幾次客戶工廠參訪後反映的問題,認為我們生產空間不足以應付他們的訂單需求,不知道各位主管有什麼建議?」
徐課長(製造二課):「董事長,我們的生產空間已不敷使用,應該把租出去的廠房收回來自己用。」
孫課長(製造三課) :「我們可以把生產線上不必要的東西清一清,整理一下,應該有機會騰出一些空間。」
董事長:「孫課長提出的建議只是暫時對策,徐課長提出的方案是最不得已的作法。許課長(製造一課),你的看法?」
許課長:「我實在也想不出有什麼好的方式可以讓生產空間再大一些。」
廠長:「董事長,我們不是應聘一位製造經理,我記得他是下週一就任,他有其它產業的經驗,我們可以問問他的看法。」
董事長:「好吧!事到如今,也只能先這樣。」
董事長心裡其實很清楚這些部屬能力的限制,工廠要改變,勢必要引入外部資源,提供不一樣的想法,讓這些部屬的觀念與作法有所改變,進而提昇管理技能。董事長很重視客戶提出的問題,因此,親自帶領新來的製造經理逐一樓層地介紹每一課的生產作業內容與面臨問題。
製造經理看完之後,心裡有了譜,並請董事長給他一天的時間,讓他初步了解一下背後的原因。
之後,製造經理-楊經理便去二樓現場了解。
楊經理:「許課長,生產線的原料與在製品的量一直都是這樣嗎?」
許課長:「是啊!」
楊經理:「好,你可否告訴我,生產線領料的方式?」
許課長:「經理,我們在生產的前一天下班前或是當日上班前,會把當天要生產的物料全部領出來放在生產線的暫存區再依工單順序分配給作業人員生產。所以,理論上,到下午的時候,原料的量應該會愈來愈少,可是總會出現一些問題。」
楊經理:「什麼問題?」
許課長:「來料品質啊!像最近的一批PCBA來料就出現品質問題,為了趕著出貨,作業人員正忙著將PCBA一塊一塊地重工,所以物料就這樣堆著。」
楊經理:「難道IQC(Incoming Quality Control)沒有檢驗嗎?」
許課長:「IQC沒辦法檢驗,因為PCBA要組裝為成品後經過測試才知道有沒有問題。」
楊經理:「了解,可是也不應該有這麼多物料啊?」
許課長:「因為我們的工單都是少量多樣,不同工單分成不同人或組生產。」
楊經理:「OK!了解。那在製品呢?」
許課長:「有的是原料出現問題,組裝到一半,只好暫存;有一部分是我們的產品可以共用,因此有一部分是計畫性生產,待客戶下單後再依需求組裝後續的部分;還有一部分是共用料件,先做起來存放,待要組裝時,馬上就有半成品可用。」
楊經理:「喔!了解。」
接著楊經理來到三樓的製造二課,走進辦公室,請徐課長一同到現場了解。
楊經理:「徐課長,你負責的產品和製造一課完全不一樣,體積大很多。」
徐課長:「是的,我這一課生產屬於高單價的產品,而且產品要Burn in (B/I,燒機測試) ,我們還有專用的 Burn in room。」
楊經理:「所以產品都要先用膠箱裝,之後來到 B/I room 上架,B/I完成後再下膠箱回生產線測試?」
徐課長:「是的。」
楊經理:「看來,B/I的方式應該只是做機構與機板的測試,B/I的料架怎麼不設在生產線邊測試呢?」
徐課長:「經理,實在是空間不足啊!」
楊經理:「好,知道了。」
楊經理其實也知道,生產空間大多已被固定式的工作台占用,很多檯面其實是沒有人在使用,加上成品、半成品與原物料的堆放,根本沒有多餘的空間。
楊經理來到樓上的製造三課,孫課長正好在生產現場看著計畫排程,似乎在思考什麼事情,孫課長一見到楊經理,便與經理聊了起來。
楊經理:「孫課長,製造三課的作業人員好像比較少?」
孫課長:「是啊!因為產品的關係,量比較少,而且我們都是計畫性生產的比較多。」
楊經理:「哦!你怎麼知道要生產多少量?」
孫課長:「根據以往出貨給客戶的量啊!而且業務每次下單,都要求在很短的時間內出貨,根據以往的生產經驗,根本來不及,只好先做庫存。」
楊經理:「生管沒和你們溝通嗎?」
孫課長:「哦!生管?我們沒有生管,都是業務直接下單給各製造課後,由課長確認料況及請購。」
楊經理:「那共用料怎麼辦?」
孫課長:「不知道耶!只要倉庫人員告訴我料不夠,我就請購啊!」
楊經理:「好!那麼請問,以目前看到的半成品庫存量大概要多久才會銷完?」
孫課長:「嗯……很久。」
楊經理:「很久是多久?」
孫課長:「5~6個月。」
楊經理:「怎麼會做這麼多庫存?」
孫課長:「不這麼做,作業員會沒事做啊!」
楊經理:「沒事做?可以支援其它課或是培訓其它技能或是教育訓練甚至做5S也可以,總之,就是不要做庫存。」
孫課長:「……。」
楊經理發現,了解愈多,事情似乎是越來愈複雜,空間不足並不是單一因素引起,牽涉到流程甚至是組織運作所導致的結果。該怎麼做會比較好?楊經理的腦子裡不斷地想著各種方案……想著想著,最後,來到了製造四課。
製造四課生產態樣和前三課並無差異,還是固定式的工作平台、生產空間堆滿原物料、再製品與成品。
對於空間不足的問題,看完製造各課後,楊經理有了進一步的了解,心裡盤算著循序漸進的改變方式,各課的問題肇因於流程與作業模式,若能調整,很快就可以見到成效,楊經理希望董事長、廠長與各課主管都能明瞭問題發生的原因並且知道如何改善,因此向董事長簡要報告並提出次日請製造單位相關的主管一起開會說明,董事長聽完報告後欣然允諾。
次日十點鐘,與會主管已準時在會議室裡。
楊經理:「各位主管,經過昨天的初步了解,大抵知道為什麼會產生空間不足的幾個原因。首先是工作平台,我們的工作平台都是採用如圖1的這種方式組合而成。每一課的人數比這些工作平台還少,也就是說,作業員用不到這麼多的工作台,這些多出來的就是浪費,若移除這些多出來的平台,可以騰出不少的生產空間。

圖1 工作平台
其次是生產方式,各課的作業模式大都採『單兵作戰』的方式,偶有看到兩三人組成一組的作業,所謂的『單兵作戰』意味著追求個人效率,每個人只負責完成自己的工作,也代表著在製品會愈做愈多進而成為庫存品。
單純地從半成品完成一定數量後搬到作業員身後的暫存區,就需來回數次,這還不包括去材料暫存區取材料的路徑,以線圖來表示就如圖2所示,若從原物料加工到包裝的整個生產線圖來看就如圖3所示,生產流程(箭線)最好能用一筆畫畫出,如圖2,表示生產動線的安排是順暢的,以現況來說顯然是不順暢的。
倘若能將『單兵作戰』改成『團隊作戰』也就是流線方式生產,那麼就不會有這麼多的在製品庫存。然而,我們的工作平台卻不利於流線生產。
再者,我們的領料方式都是領出一天的量,這一點也是很佔空間,我們可以先調整為每半天領一次,換句話說,前一天下班前領出隔日上午要生產的工單量,當天中午領出下午的量,那麼占用的空間就可以減少現有的一半,還有一點要注意的是,每一張工單必須料齊才能上線,這是必須堅守的原則,否則又會占用生產空間。
雖然每一課負責生產的產品不同,由於每一課的作業人員大約20位,因此沒必要一個樓層一個課,可以調整一個樓層兩個課,甚至合併成一個課,不過,這涉及到組織架構的調整,在此我們先不討論,但是一個樓層兩個課是可以思考的。
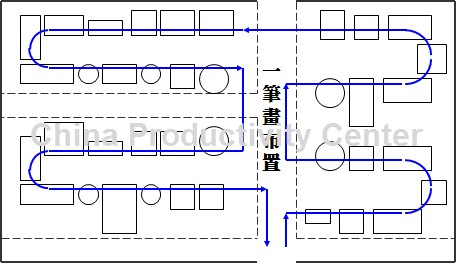
圖2 一筆畫布置
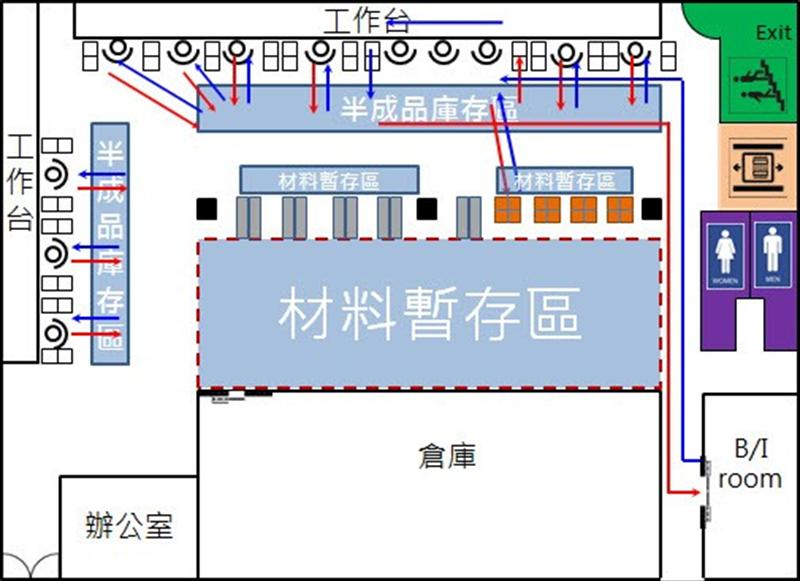
圖3 製造一課作業員半成品搬運路線示意圖
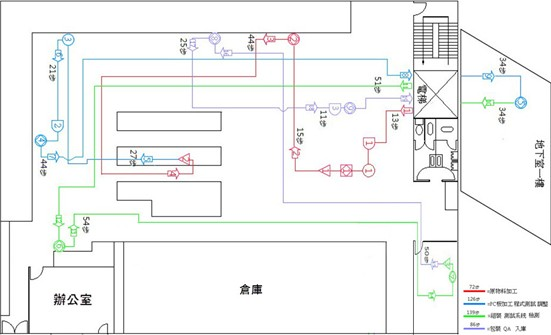
圖4 製造二課線圖
另外,我們工廠並沒有生管,是由業務單位直接下單給製造各單位,這觀念非常好,但是並沒有相關的配套措施,所以會有業務插單、改單甚至交期不合理的情況發生,導致生產線庫存增加,也加重課長的工作負擔,有些共用料會重複請購,有時甚至會缺料,若能有一位生管負責統籌業務的訂單,由生管擔任中間協調的角色,那麼製造單位就可以專心負責生產事務,工廠的整體庫存也可以受到管控。當然,這又涉及組織架構,必須從長計議。」
廠長:「楊經理,那生產線要怎麼改?」
楊經理:「我打算用活動式的工作桌,類似如圖5的樣式。當然不建議一開始就全面推行,我們先選一製造課一個量大的產品來試行,在試行過程中逐步調整工作桌的樣式、將『單兵作戰』的生產方式改為『流線式』的生產模式與原物料等相關布置。」
董事長:「好,楊經理,你先評估要幾台,請採購詢價之後,就趕緊發包製作。」
楊經理:「好的,我會儘快辦理。」
董事長:「江課長,倉庫是你負責的,明天先試行料齊再上線;各製造課長依楊經理的建議,分次領料,同時,盤點半成品庫存量,等數量盤點出來後再來決定必要的庫存量;至於一個樓層兩個課,或是合併成一個課,這等到新生產線試作結果再來決定,有任何問題,隨時提出來討論。」

圖5 活動式工作桌示意圖
會後,楊經理繪製工作桌的草圖並與製造一課許課長深入了解一產品的生產製程後,決定先發包六個活動式工作桌。在等待工作桌回廠之際,楊經理與許課長先整理出一塊空間,準備工作桌到廠之後可以架線試行,同時就現有的生產模式量測每一個製程的作業工時,因為現有的作業型態是「單兵作戰」,所以線平衡效率、標準人數與標準工時等數據僅能做為參考,如表1。
幾天之後,新的工作桌終於到廠了,根據之前的規劃,楊經理與許課長開始架線試行,試行過程中不斷地教導與調整作業員如何做好單件流的作業模式,楊經理也隨時記錄各種缺失作為後續調整的依據。
在調整的過程中,最重要的是如何讓每一位作業員的工作負荷相當,因此利用線平衡的概念將工作內容不斷地調整,經過一週的運作,終於有個像樣的雛形出現,如圖6,許課長利用楊經理教他的方法把工時全數量測,如表2。
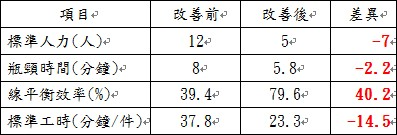
發現在還沒有改變生產線之前,根本不知道生產一張訂單究竟要花多少時間可以完成,加上都有在製品庫存,只能推估,現在生產一個產品需要多少時間可以非常清楚地知道,而且生產的速度比以前快許多,同時也發現,這樣的做法不僅不用堆積在製品,連生產空間都節省許多,令他非常的驚訝!如表3。
有了成績,楊經理請董事長、廠長與其他三課的課長到現場看示範線施行的成果,三個課的課長很訝異新生產線的方式竟有這樣的魔力,都想試試新的作業模式。加上先前實施的階段性領料,也有成效出現,雖然還有之前的在製品庫存還在消化中,董事長很滿意新的運作模式,直問楊經理。
表1、改善前標準工時表
.jpg)
[註]公式請參考附註說明
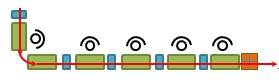
圖6、生產線雛形示意圖
表2、改善後標準工時表

表3、改善前、後差異表
董事長:「楊經理,我們什麼時候再擴大試行的規模?」
楊經理:「我建議製造一課的示範線繼續運作,並且逐步納入其他機種,然後把舊有的工作台逐步拆除,另外其它的三個課採用示範線先試行,試行的過程中,我請許課長教導他們,畢竟他在示範線的試行中也累積了一些經驗,也可以強化他的印象,當然,我也會去協助其他三個課的運作。」
董事長:「好。」
接下來的日子裡,製造一課逐步納入其它機種,也一直不斷地調整生產線的線型,如 U型、Y型、I型或是L型甚至是其它可能的線型,以滿足不同機種的生產模式;另一方面楊經理也同步做整體規劃,在規劃時,楊經理思考著如何讓搬運距離愈短愈好?如何使製程的流動順暢,不逆行與交叉?如何有效地利用空間?如何確保作業員的安全以及減輕其疲勞?如何規劃客戶參觀動線又不會影響到作業員生產?以及彈性原則等等。
其他三個課的示範線也漸漸有了成效出現。隨著時間愈久愈能看出績效,半成品庫存與膠箱的使用愈來愈少,空間也不再需要那麼的大,因此,董事長決定讓兩個課在同一樓層,這樣做可以騰出兩個樓層的空間做未來的擴線之用。
將近一年的時間,終於完成了新的布置,如圖7,生產線完全是新的作業模式,小線、團隊運作、適於小量多樣,不僅如此,還加入5S與目視管理的功能,這讓參觀工廠的客戶無不感到新奇與肯定。
董事長一年多前訂定的「開闢OEM與ODM戰場」的策略,因為生產線的改變,從業務端回饋的訊息顯示,客戶下單試作的意願提升了不少,然而這僅僅是開端而已,若依據客戶的要求(稽核表),還有許多努力的空間;另一方面,要持續提昇品質與技術能力,讓客戶對產品有信心,組織架構勢必要做些調整,同時也必須招聘相關的人才,一想到這裡,董事長決定在主管會議中和主管們一起討論該如何進行以滿足「開闢OEM與ODM戰場」的策略。
結語
生產線空間不足是最終的結果,若能從以下幾個方面思考,如在製品(半成品)庫存、原材料領用過多、不良品堆積、超領料過多、非當前生產用的設備與治工具置放生產線、生產線規畫不佳、批量生產模式、非流線化作業等等,並著眼於流程面與制度面的改善,相信空間的有效利用會增加不少,而改變生產布置僅是問題解決方式的一部分,相關的配討措施,即新的流程與作業方法,才能徹底消除空間不足的困境。
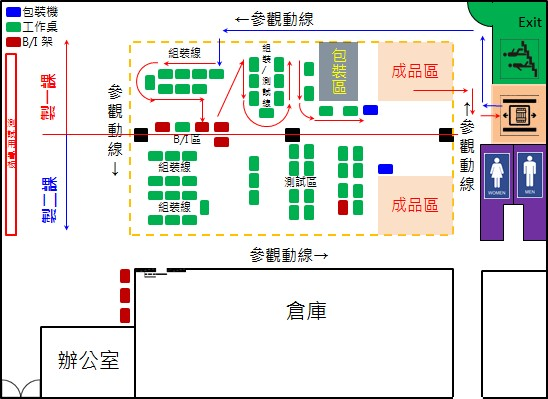
圖7、新生產線布置示意圖
【附註】
- 瓶頸時間=所有(該製程標準時間)之最大值
- 標準工時=Σ[每件時間(分鐘/件)×作業人數]各製程
- 線平衡效率=[Σ(該製程標準時間)÷(瓶頸時間×總製程數)]×100%
猜你喜歡

生產線平衡分析為量化組裝作業的損失的主要方法之一,透過測量個個作業員的作業時間,確認與生產時間的差距,其主要的損失對象為等待的時間。生產線平衡改善分析手法以及相關的圖表使等待之時間無所遁形,進一步的運用多能工、ECRS、及IE改善手法…等手法於提升生產線平衡改善上,有效減低成本以強化企業競爭力。

在全球競爭日益激烈,瞬息萬變環境中,市場需求端轉為少量多樣,而產品生命週期變短,如何減少浪費、降低成本,有效運用資源提升產品競爭力,成為即需解決的問題;本文章從精實生產的五大基本思維架構,且為了提升製造現場的效率與效能,從消除不能提高附加價值工作中的七大浪費,並以藉由持續性的改善,以降低企業營運管理成本,快速生產模式來回應市場需求為主要目標。

教授如何導入精實生產的單元式生產步驟,來提升生產彈性化,以因應客戶需求;從產品數量分析、計算節拍時間、分析操作程序圖、分析流程程序圖、CELL工站及工序設計、供料模式建構、U型佈置、人員走動分析的八大步驟,使得生產可依客戶需求進行生產模式的調整,從提升訂單準交率、降低生產成本、提高產品品質,以達到精實生產的目的。

使用感測器和應用程式設計介面,透過Internet等網路連結、連接和傳輸數據。通過以數位格式收集數據和交換資訊,物聯網的應用成為工廠、公司和社區數位化的基礎。隨著無線電頻率識別(RFID)、即時分析、機器學習和雲計算等不斷發展先進技術的融合,物聯網的應用從工廠運營傳播到商業區和家庭,滲透日常生活。建立機連網系統,即時從機器中取得各項數據,經由MES系統的整合資訊與統計分析,將各項管理資訊即時呈現,顯示在即時看板中,讓公司經營者及管理層能夠即時判斷資訊,以確保交期及品質能夠達到客戶要求的目標。



感動服務、精準溝通與情緒管理 - 南科班 - 第二梯
上課時間 2026/10/20 ~ 2026/10/20
歐盟CBAM標準申報計算實務 - 遠距教學 - 第二梯
上課時間 2026/11/17 ~ 2026/11/18
丙種職業安全衛生業務主管教育訓練課程 - 【台南夜間班】雙人優惠 - 雙人以上優惠價! - 考試:明年116起~ - 待課程確定後再行繳費
上課時間 2026/11/24 ~ 2026/12/02
有害作業主管在職教育訓練班 - 日間班 - 招生中
上課時間 2026/08/31 ~ 2026/08/31
淨零碳規劃與溫室氣體盤查管理班
上課時間 2026/09/13 ~ 2026/10/04
團隊領導力與情緒管理技巧
上課時間 2026/10/15 ~ 2026/10/15
企業簡報與業務提案決勝關鍵 - 第三梯 - (實體+遠距同步)
上課時間 2026/11/17 ~ 2026/11/17
營造業職業安全衛生業務主管在職教育訓練班(南科班) - 日間班 - 請上傳原始證書
上課時間 2026/11/26 ~ 2026/11/26
工廠物流管理技巧實務研習班 - 南科班 - 第二梯
上課時間 2026/10/21 ~ 2026/10/21
iPAS淨零碳規劃管理師(初級)衝刺班 - 遠距教學 - LINE@ID:@274aywrg - CCChen 授課
上課時間 2026/10/14 ~ 2026/10/14