田口式線上品質工程實務

- 撰文者:
- 2013/10/09 瀏覽數:8252

一、方法之定位與基本概念
田口式品質工程的領域,包含線外品質工程、MTS法以及線上品質工程,此次針對線上品質工程部分予以說明,於說明線上品質工程,首先要知道其基本概念,也就是所謂損失函數。
田口式品質工程裡.為了經濟性地對變異做合理的評價,而使用「損失函數」。例如:以前用規格來區別良品不良品.無法連續性地表現出變化的品質好壞增減如何。使用損失函數,即使品質在規格內也可將變異所引發的損失予以定量化。
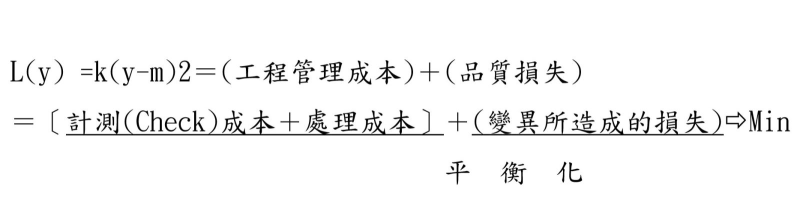
線上品質工程是使「管理上相關總損失」=「品質損失」+「管理成本」成最小為目標,利用損失函數計算品質損失。此損失函數的求法是:
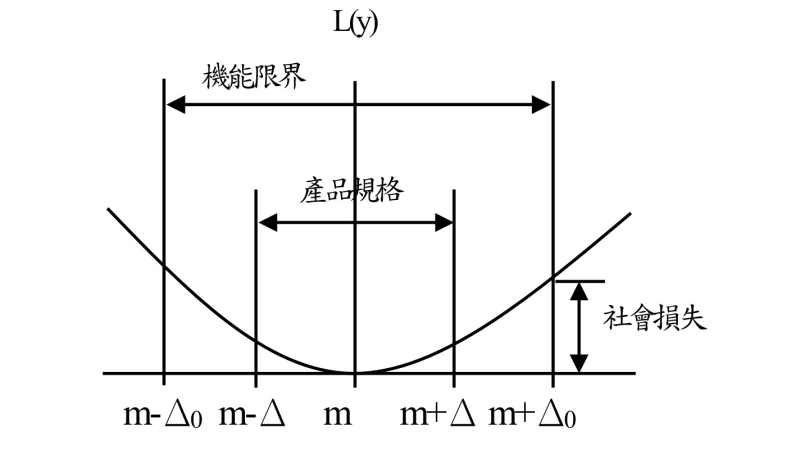
特性值y與設計值m一致時為最好,特性值變大或變小地與m的距離拉大,則其不良率會跟著增大。但是在超過某界限值之前,或許不至於產生直接的問題。然超過此界限值則該物品將變成無法使用時,此界限值定義為稱為機能界限,以⊿0表示之。
超過機能界限則實際的損失會發生,此損失額定義為A0,在此要特別注意的是,在到達機能界限之前,還是有潛在的損失產生,決不是零損失。
將此以公式,表示如下:
求出比例常數
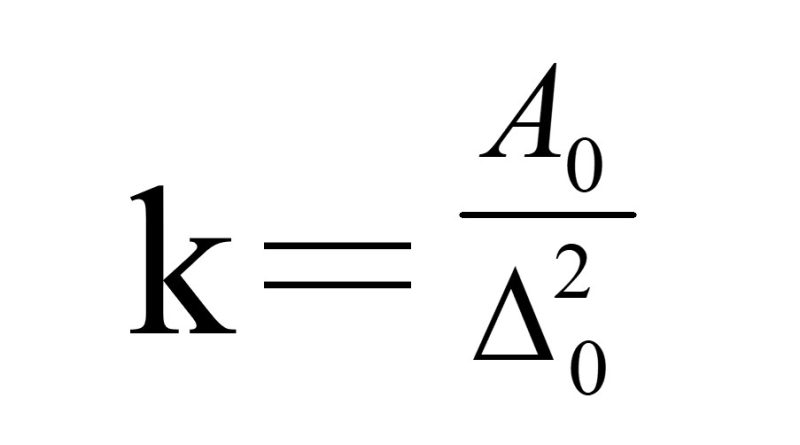
一個物品的場合
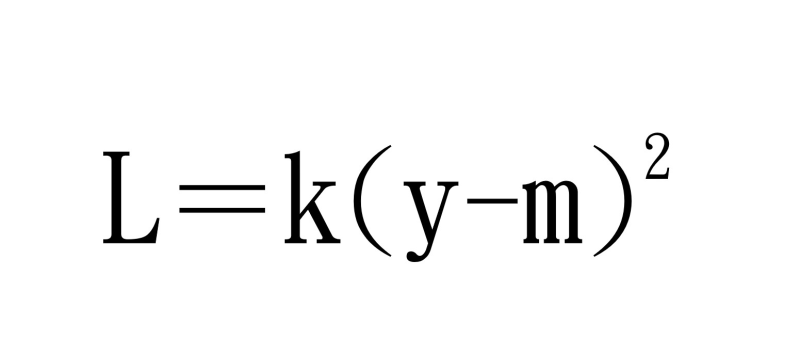
整體考量的場合
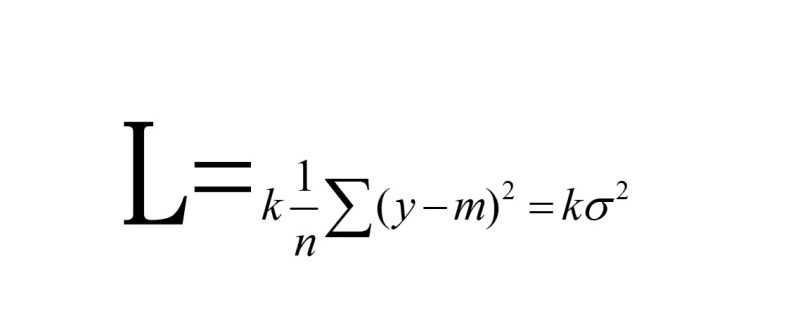
此關係稱為損失函數,應用於製程管理時,形成如下公式呈現:
此最佳的生產線之製程管理方法有損失函數、工程診斷調節、管理系統檢討、回饋控制、預防保全、前饋控制、檢查設計、量測儀器的校正系統。
二、方法之應用方式
- 工程管理
- 回饋控制
回饋控制FBC(Feed Back Control),有品質特性的FBC與條件特性的FBC,對於已完成產品的特性值或工程條件,不追求其偏離目標值的原因,而是控制目標值的系統設計技術。(檢查間隔,管理基準的合理設計。)
- 量測器的校正系統
對於造成獨立項品質損失的計測誤差,在管理系統上,能夠合理的決定校正間隔或校正誤差等的技術。
- 製造工程的診斷調節
無法取得計量值時之管理系統(檢查間隔)的設計技術及工程3要素的改善技術。
- 管理系統的檢討
針對工程3要素的改善檢討:
- 檢查方法(B)的改善「檢查成本、時差
- 生產工程(u)的改善(預防保全):平均故障間隔、不良品的處理成本
- 調整方法(A)的改善:調整成本
- 前饋控制FFC(Feed Forward Control)
加工前選擇對方零件,改變工程條件,控制產品特性值,使成為目標值的系統設計技術。
- 產品管理
- 檢查設計
檢討是否需做全數檢查或不需檢查之決定檢查方式的管理技術。
- 售後服務
- 預防保全
對我已出廠產品的外顯故障所進行之預防保養方式的設計技術。
- 安全系統的設計及保養
安全裝置與故障表示裝置之預防保養式的設計技術。
三、案例解說
- 損失函數例
塑膠零件之某尺寸的設計值為m。該零件在裝配時,能夠裝配的界限值(機能界限)為60μm,超出此界限值無法裝配時的損失A0為100元。
為了調查尺寸的變異,從製程中抽取10個零件,量出與目標值的差異如下。
-2,-10,4,-3,-14, 0,-8,-19,-12,-6
從數據求出全變異
T=(-2)+(-10)+……(-6)=-70
ST=(-2)2-4(-10)2+……+(-6)2=930
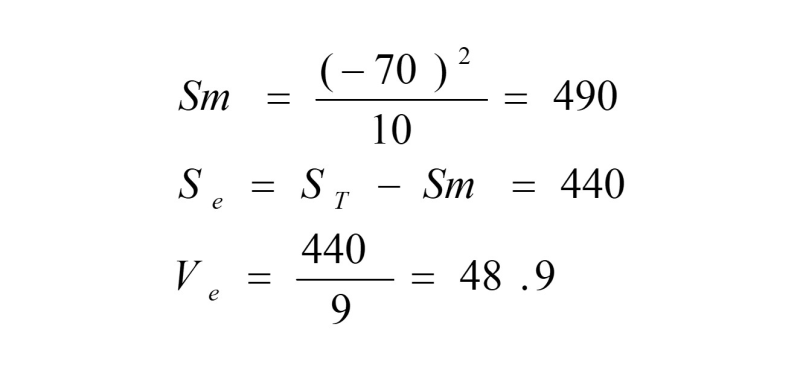
接著整理出誤差變異
則目前變異的損失L0為
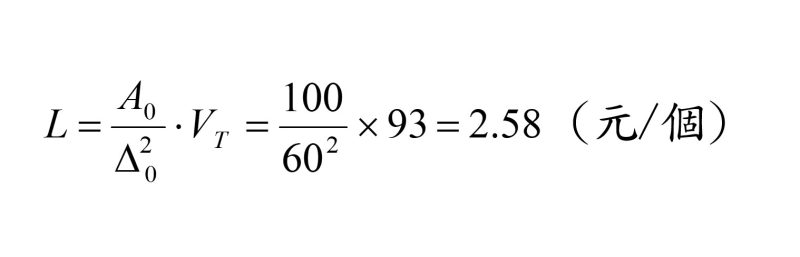
在此將製程的平均值補正成設計值m時的損失L為
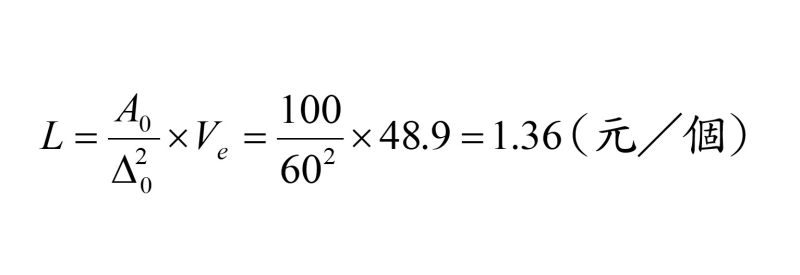
即實際數據補正成平均值後,所得到平均每個零件變異損失有2.58-1.36=1.22元 的增益。
- 回饋控制(Feed Back)例
- 損失函數的求法
工程條件或品質特性的值,與目標值的差異超過一定值(調整界限)時,調整製造工程使其回復至目標值。在此,由於使調整的界限變狹窄則特性值可變異範圍會變小,而計測間隔變短則調整次數會增加,所以成本就增加了。
依據以下的方法,考慮成本,求出最適調整界限與量測間隔。
目的特性的規格值;m±⊿
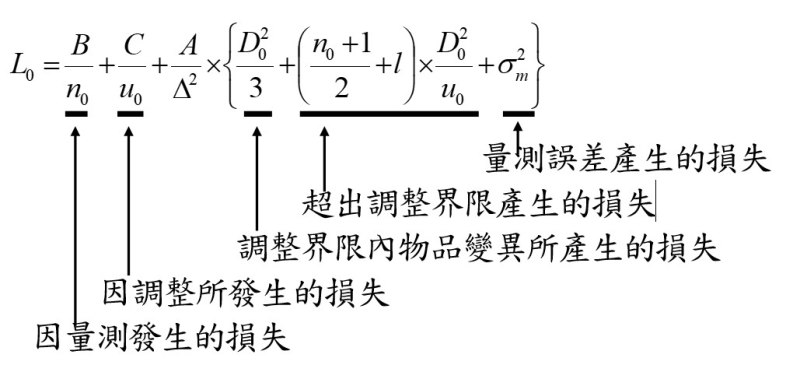
A=不良品處理費用 (元)
B=量測成本 (元)
C=調整成本 (元)
n0=現行的量測間隔 (個)
D0=現行的調整界限 (個)
u0=現行的平均調整間隔 (個)
l=量測的時間差 (個)
σm2=量測的誤差
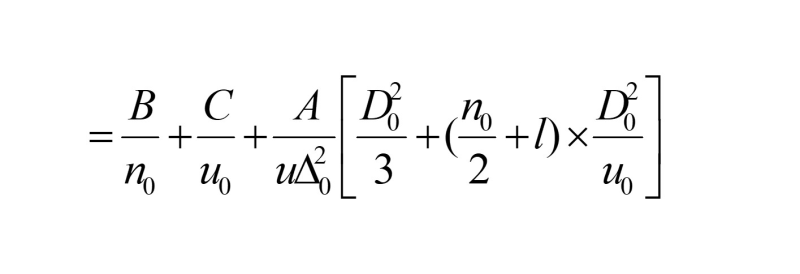
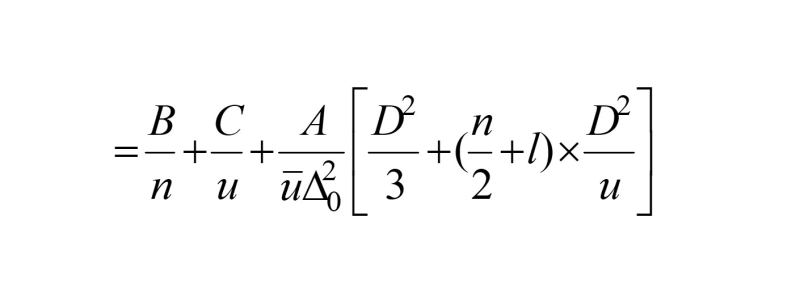
則此時物品一個平均的綜合損失L0為
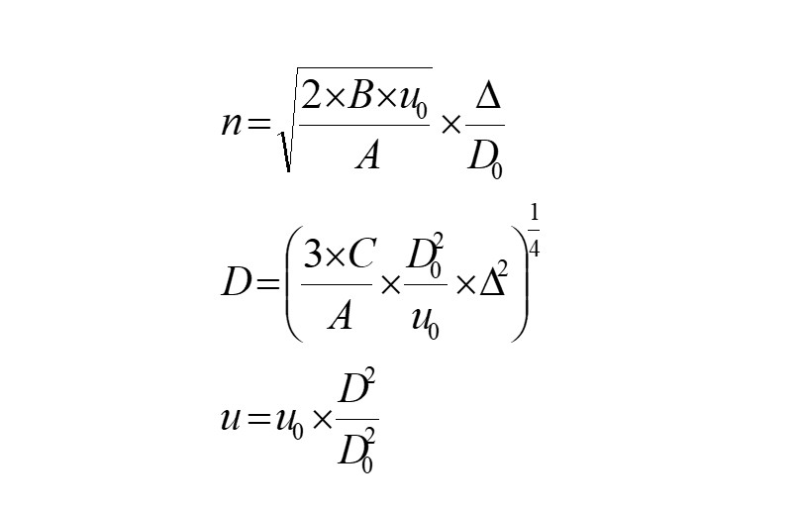
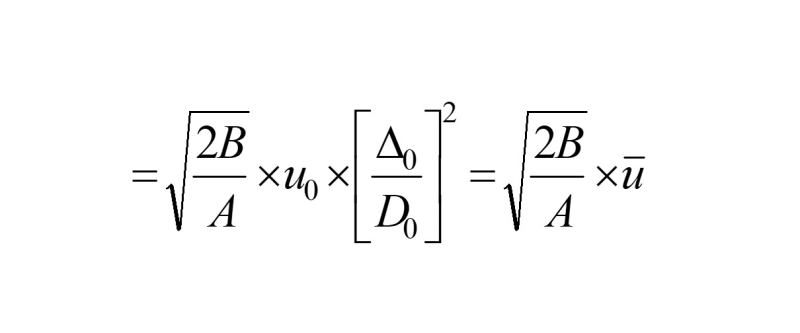
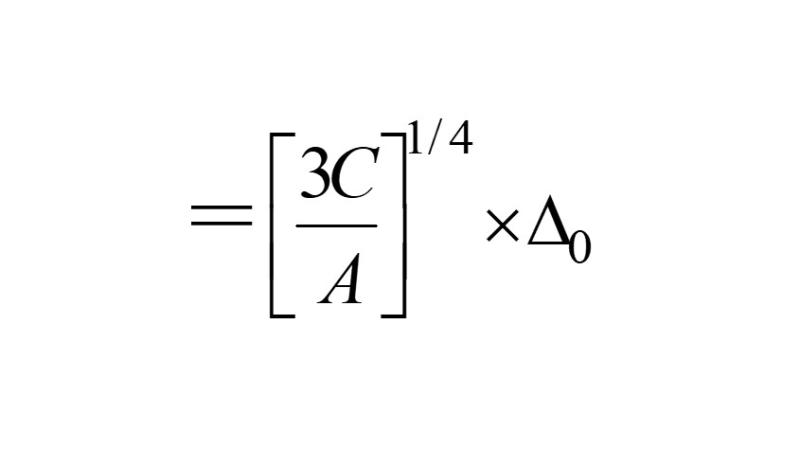
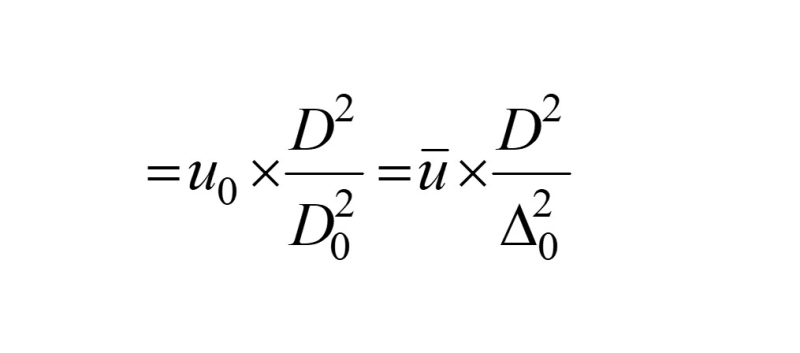
設最適量測間隔為n,最適調整界限為D,平均調整間隔的預設值為u,則
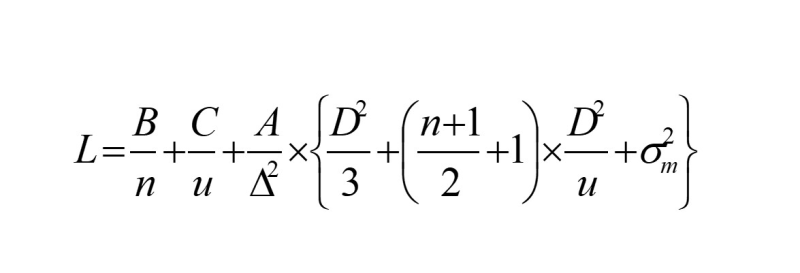
最適條件下的綜合損失L為
- 具體例
某工程是連續性的,24小時稼動進行熱處理。處理數是50(個/小時),溫度若變化超過±10℃則產品會變成不良,其損失為300(元/個)。溫度是連續地自動控制的,現在作業人員是一天一次用標準溫度計做檢查。其費用是400元,處理溫度的調整界限為5℃,平均調整間隔為180小時,調整費用為800元,量測產生的時間差為10個,標準溫度計的標準差是0.2℃。
根據這些,求出現行之物品平均一個的綜合損失,如下列:
目的特性的規格值:m±10(℃)
A=300(元) B=400(元) C=800(元)
n0=1200(個) D0=5(℃) l=10個
u0=180×50=9000(個)
σm2=0.2(℃)
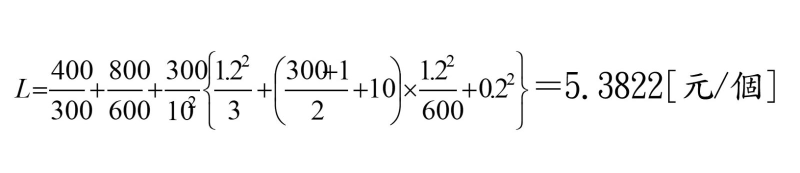
現行的綜合損失L0為

進行系統的最適化,
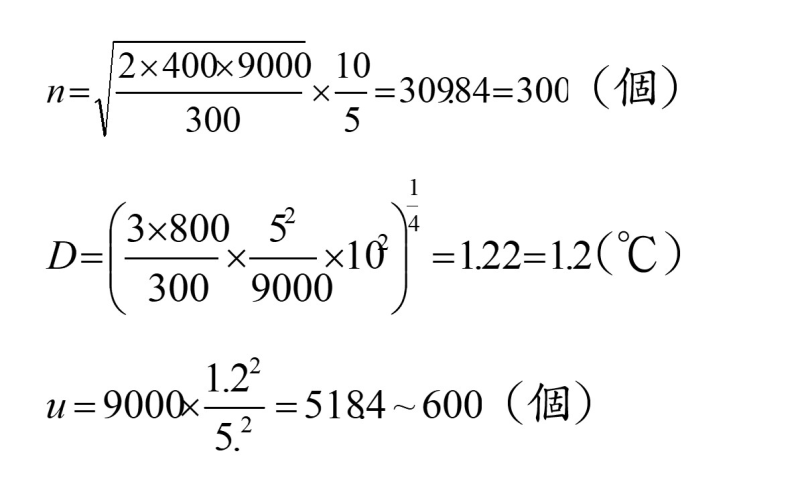
最適條件下的綜合損失L的推定值為
調整界限設定由5℃→1.2℃,量測間隔由1200個→300個,則平均調整間隔由9000個→600個。
平均每一個物品的綜合損失由30.63元→5.38元,約降低成本25元。
- 預防保全例
- 損失函數的求法
- 參數的評估
⊿0=機能界限
A=喪失機能時的損失(元)
B=點檢成本(元)
C=保全成本(元)
l=點檢的時間差(單位時間)
n0=現行的點檢間隔(單位時間)
D0=現行的保全界限
u0=現行的平均保全間隔(單位時間)
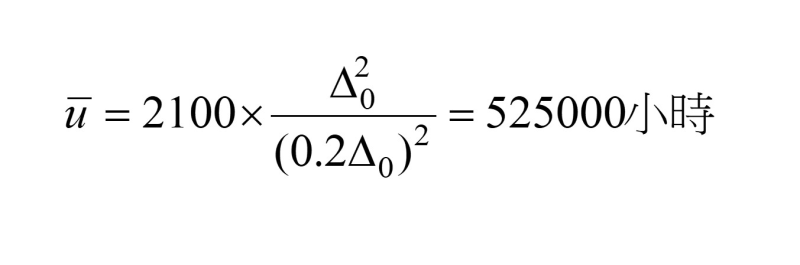
u=什麼都沒做時的平均故障間隔(單位時間)
L0=現行的綜合損失(元/單位時間)
- 參數的最適化
n=最適點檢間隔(單位時間)
D=最適保全界限
u=最適點檢方式之平均保全間隔的預測值(單位時間)
- 經濟性的評價
L=最適化後的綜合損失(元/單位時間)
此外,不做點檢的定期更換,會造成高成本,所以最好是做定期點檢。
- 具體例
- 參數的評估
飛機某項零件的點檢相關參數如下。
A=50億元, B=2000元, C=50000元
l=0 (每次飛行時點檢)
n0=7小時(平均飛行時間).D0=0.2⊿0
u0=7×300(不合格的平均週期)=2100小時
現行的綜合損失為
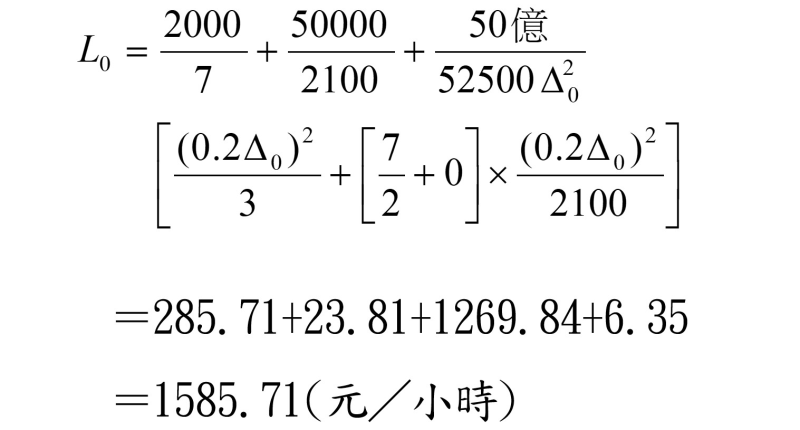
第1項及第3項較大,知現有保全不合理。
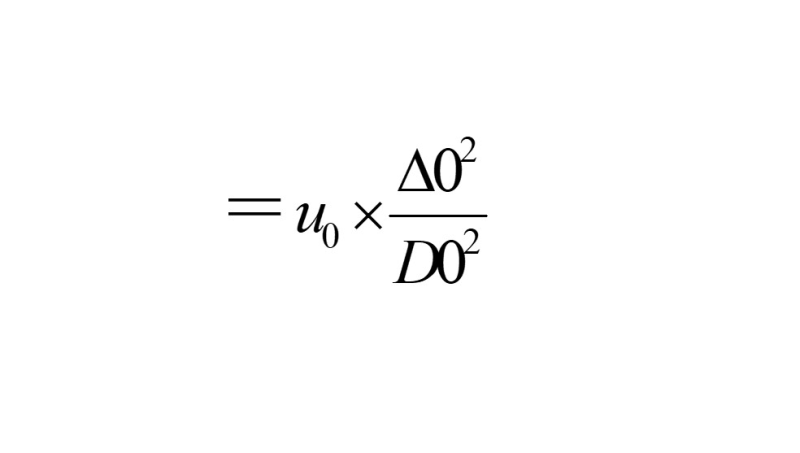
- 參數的最適化
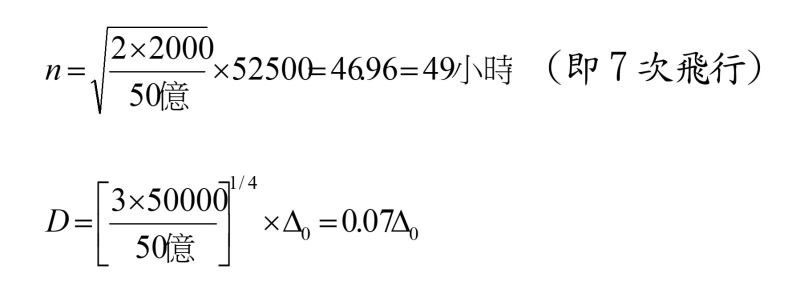
此時預測之平均保全間隔為
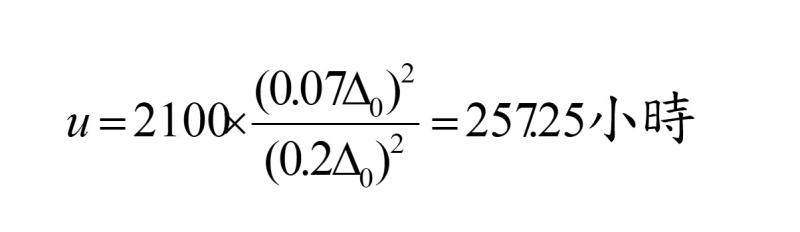
- 經濟性的評價
最通化後的綜合損失
L=40.82+204.08+155.56+46.67
=447.13(元/小時)
最適化所帶來之每年(飛行次數800次)的費用降低為
(1585.71-447.13)×7×800=1135.58(元/小時)×5600(小時)
=6376048=638萬元/年
四、總結
若能落實推動田口式線上品質工程,就可以金額(損失評價尺度),進行製程(尤其是自動畫製程)的效率盤點,進而可進行最合理的管理改善,結果可使製程達到最適化及檢査最省力化。
也就是在生產現場應用田口式線上品質工程實務後,從以往只重視以Cpk為基礎的製程管理、抽樣檢查的效率之生産技術、工廠的測量設計,於作業上會再激發重視管理損失的這種大變革。在設備調整作業或測量儀器精度維持…等方面,亦使設備儀器保養達到最適値管理,進而使設備儀器發揮最大管理功效。
猜你喜歡

隨著資訊科技發展之後,已有文獻運用實驗室小型模擬設備或是以「電腦輔助工程」CAE(Computer-Aided Engineering)結合「田口式品質工程」,來獲得設計相關參數設計之數據之案例,藉以降低新產品開發失敗成本及縮短研發時程。因此本文貢獻將探究「模擬」與「現實製造環境」之間差異,完整思考「誤差因素」並經「誤差調和」來減少實驗量之方法架構及案例。

田口方法已被廣泛應用於各個產業中,例如電子零組件、金屬製造、民生化工等領域。 田口方法(Taguchi Method)是一種優化產品品質和生產製程的方法,主要是通過分析實驗數據,優化產品和生產製程的設計,幫助我們找到最佳的設計參數,從而提高產品性能和生產效率,從而實現「最小化」變異和成本的目標。本文介紹田口方法的三步驟,並利用舉例來練習此方法。





營造作業主管(露天開挖、擋土支撐、模板支撐、施工架組配、鋼構組配、屋頂)在職教育訓練 - 日間班,請提供初訓結業證書 - 八大項作業一次僅能回訓一張證書 - 收
上課時間 2026/11/17 ~ 2026/11/17
營造作業主管在職教育訓練 - (擋土/露天) - 請上傳原始證書 - (一次回訓一張證書)
上課時間 2026/09/07 ~ 2026/09/07
製造業中小企業智慧製造導入概論
上課時間 2026/09/09 ~ 2026/09/16
8D手法-提升問題分析與解決能力 - 已達開班人數門檻
上課時間 2026/09/29 ~ 2026/09/29
採購績效與內控管理
上課時間 2026/11/06 ~ 2026/11/06
深度績效面談與管理 - 看見問題帶出行動、選對人才
上課時間 2026/11/03 ~ 2026/11/03
B2B 數位行銷工具輕鬆找到客戶 - 請攜帶設備練習
上課時間 2026/10/22 ~ 2026/10/22
缺氧作業主管安全衛生教育訓練 - 日間班(一二三) - 115年10月底電腦測驗
上課時間 2026/09/07 ~ 2026/09/09
活用ChatGPT輔助學習Excel資料分析效率提升實務 - 實體建議可自備筆電 - 原10/15調整10/5、12、19 - Gino老師
上課時間 2026/10/05 ~ 2026/10/19
消費品開發與零售品牌定位實作班
上課時間 2026/09/03 ~ 2026/09/03