ISO 22000推動的要領及關鍵成功因素

- 撰文者:
- 2015/05/21 瀏覽數:15443

食品安全問題如今越來越受到廣泛的關注,終端顧客對品質的要求提高,使食品供應鏈的從業者均面臨更加嚴格的控制及要求。由於全球貿易所需,食品安全衛生乃全球食品經濟的命脈,品質與安全衛生認證要求逐步成形,作為在食品安全領域唯一的一個國際性標準。
然而企業為何要進行ISO 22000驗證?因為食品安全是客戶及消費者的主要考量,加強食品鏈上游及下游的溝通,經由食品供應鏈管理,來降低風險及提升效益,提供消費者安全的食品。
ISO 22000參照了 HACCP的原理,並融合GMP(食品良好操作規範)與GHP(食品良好衛生規範)的精神,使企業能符合法律法規要求,提供客戶更好的保護。
有了ISO 22000的驗證加強了客戶在食品供應鏈的信賴,提供全球食品安全標準的共同要素,提供給客戶安全為主的產品,與現行的標準ISO 9001、ISO 14001是互相相容的,對食品安全的管理系統進行認證的企業,更能展現了其控制食品安全風險的能力。
早期的衛生管理制度,雖投入龐大的人力、經費在最終產品的檢驗上,卻無法發現異常的產品檢驗時,即時找出污染原因,快速擬訂防止再發措施。因此強調事前預防、全部製程管制的食品安全管制系統(FSMS:food safety management system),因其能有效降低食品安全三大危害(生物性、物理性、化學性)的發生,預防食物中毒(特別是微生物污染所造成的),更受到食品製造業者重視,進而成為國際間食品相互認證之共同管理基準。
ISO 22000主要文件架構包含流程管理、基本方案(PRPs,prerequisite programs)、OPRPs(作業前提方案)、HACCP計劃書、食品供應鏈上的對外溝通(供應商、客戶)以及內部員工溝通等要素,加上定期的內部、外部稽核,以PDCA手法展現持續改善精神,期能提供消費者一個安全的產品。
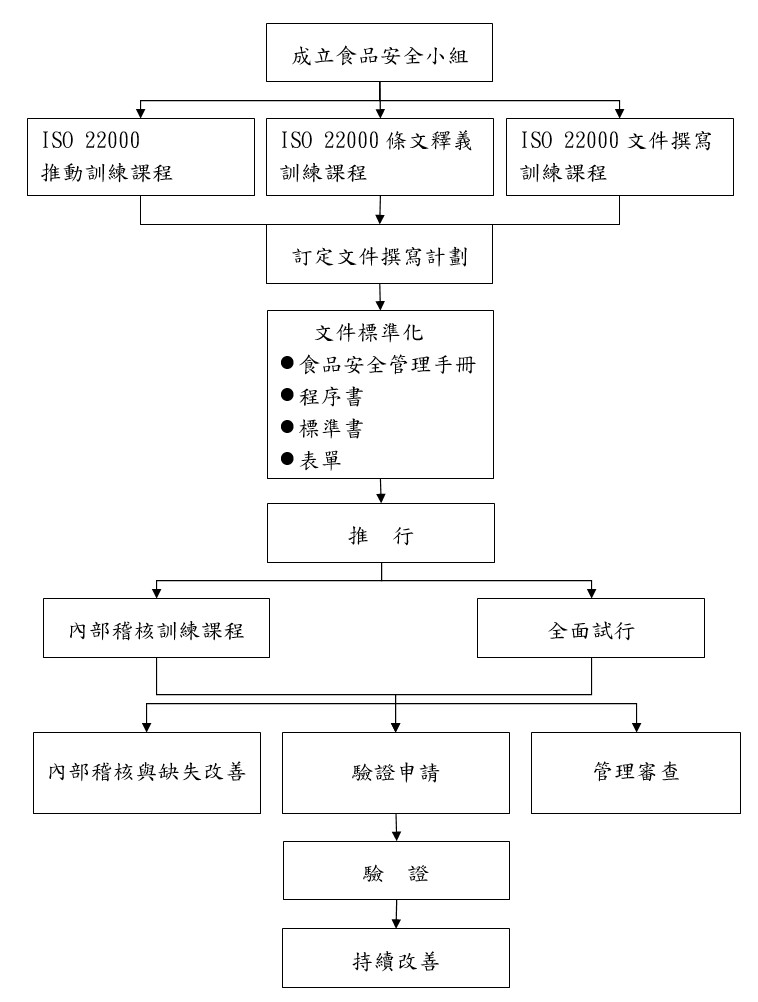
究竟如何才能有效的推動好ISO 22000如下圖所述:
一、ISO 22000推動流程
二、ISO 22000 系統導入的重點要領
在ISO 22000導入時,會依條文規定及行業性來訂定一階文件(食品安全手冊)、二階文件(管理辦法)、三階文件(作業標準書)及四階文件(紀錄表單),因此在ISO 22000導入時,將可遵循導入步驟:
- 成立食品安全小組
小組成員需涵蓋各單位人員,食品安全小組需由總經理指派專人擔任食品安全小組負責人,其不受其他職責所影響,應具有以下職責與權限:
- 管理食品安全小組與組織其運作。
- 確保食品安全小組成員有相關訓練與教育。
- 確保食品安全管理系統的建立、實施、維持與更新。
- 向總經理報告食品安全管理系統的有效性與適切性。
- 與外部團體聯繫食品安全管理系統的相關事宜。
- 內部/外部溝通
- 內部溝通:組織應建立、實施及維持有效的各項安排,以便與員工就食品安全有衝擊的議題進行溝通。
包括,但不限於下列:
- 產品或新產品;
- 原物料、成份及服務;
- 生產系統與設備;
- 生產場所、設備位置、周圍環境;
- 清潔與衛生計畫;
- 包裝、儲存與配銷系統;
- 人員資格水準或職責與權限配置;
- 法令與法規要求;
- 與食品安全危害與管制措施有關的知識;
- 組織需遵守的顧客、行業及其他要求;
- 來自外部利益相關者的詢問;
- 產品與食品安全危害有關聯的抱怨;
- 在食品安全上有衝擊的其他情況。
- 外部溝通:為確保在整個食品供應鏈中能夠獲得食品安全議題的充分資訊,組織應建立、實施及維持有效的各項安排,以便與下列各方進行溝通:
- 供應商及合約商;
- 顧客或消費者,特別是關於產品資訊、查詢、合約或訂單處理包含其修訂,及顧客回饋包括客戶抱怨;
- 法令與法規主管機關;
- 對食品安全管理系統之有效性。
- 緊急事件準備和回應
最高管理階層應建立、實施及維持各項程序,以管理可能影響食品安全與組織在食品供應鏈中所佔角色有關的潛在性緊急狀況與意外事件。緊急事件準備和回應。
- 撰寫食品安全手冊
食品安全手冊為一階文件,主要是在規範及定義ISO 22000之系統運作準則並以ISO 22000條文對照方式針對條文逐一敘述條文的執行內容說明。
其內容應包括:
- 總論
主要簡介公司基本資料、經營理念、訂定公司食品政策、明定各單位職掌及食品安全手冊文件管制方式。參照 ISO 22000條文:範圍、引用標準、術語與定義。
- 食品安全管理系統相關敘述
針對條文逐一說明及名詞定義、定義食品安全管理系統的範圍、驗證地點、文件管理方法及流程、管理階層責任之承諾、食品安全系統責任分配等。
- 品質管理系統流程與文件架構
食品安全管理系統圖、條文及系統文件權責對照表。
- 建立安全產品之規劃與實現
應制定(法規鑑別管理辦法)、(合約審查管理辦法)、(出貨管理辦法)等相關辦法,鑑別與公司營運及生產安全產品有關之法規及同意遵守之其他要求 。
- 前提方案(PRPs)建制
依(法規鑑別管理辦法)鑑定適用前提方案(PRPs),並制定(衛生管理作業辦法)、(廠房設施管理辦法)、(合約審查管理辦法)、(出貨管理辦法)、(採購管理辦法)、(供應商評鑑管理辦法)、(生產管理辦法)、(製程管理辦法)、(倉儲管理辦法)、(運輸管理辦法)、(物流管理辦法)等相關辦法,以建立實施及維持PRPs。
- 建立危害分析與重要管制點計畫
依(危害分析管制及鑑定管理辦法)之規定進行(HACCP計畫),且每個已鑑別的重要管制點應包含下列資訊:
- 在CCP被管制的食品安全危害;
- 管制措施;
- 管制界線;
- 監督程序;
- 若超出管制界線,將採行各項改正與矯正措施;
- 職責與權限;
- 監督與紀錄。
- 廠房規劃配置及擺設、人員及設備管理及實體作業流程
此部分應建構在5S及GHP之基礎上,並依據食品衛生管理法第二十條第一項制定之食品業者製造、加工、調配、包裝、運送、貯存、販賣食品或食品添加物之作業場所、設施及品保制度之管理規定。
此部分之規定雖會因產業特性不同而有不同認知要求,但其管控關鍵因素不外下列幾項:
- 清潔區及準清潔區之劃分需清楚,並繪製有廠區平面圖及廠區管線配置圖以供查驗。
- 人員及物品(含原物料、半成品及成品)進出清潔區及準清潔區之動線規畫,應清楚區隔以避免交叉污染。
- 進入準清潔區之物品(含原物料、半成品)須注意不可讓可能造成污染之物品進入準清潔區。
- 欲進入準清潔區作業人員應於更衣室更換標準工作服裝、穿著工作鞋並經消毒程序方能進入。
- 廠房之準清潔區應為負壓狀態,避免外部氣流將異物(蚊蟲、灰塵等)帶入準清潔區內。清潔區內門窗均需加裝門簾及紗窗。
- 地板及牆面須採防火材質並為光面(窗角應採U型設計)避免落塵堆積。且房間隔板不可與地面產生空隙
- 廠房地板上應畫線標示工作區 、物品暫置區、良品區、不良品區等區域並應保持乾燥、乾淨,房間內光線須符合規定(光線應達到一百米燭光以上,工作臺面或調理檯面應保持二百米燭光以上)並加裝燈罩。
- 生產(儀器)設備上應懸掛(機械操作標準書)、(設備保養紀錄)及(生產作業標準書)等書面以備存查。
- 檢驗設備及儀器設備必須定期校正並留存校正紀錄,並在設備明顯處標示校正合格標記及有效期限。
- 應於適當地點設置數目足夠的洗手檯且均應懸掛簡明易懂的洗手方法標示並設有流動自來水、清潔劑、乾手器或擦手紙巾等設施消毒。
- 冷凍庫及冷藏庫應明確標示溫度設定並設有溫度計。
- 倉庫領退料儲位設計應確保原物料、半成品及成品之進出方式為先進先出,以確保新鮮規範。
- 建制衛生安全稽查表。
- 建置衛生管理人員
公司內依衛生管理法第二十二條及食品製造工廠衛生管理人員設置辦法規定,應設置衛生管理人員至少一人,並須受訓練60小時以上,並持有經中央主管機關認可之食品衛生相關機構核發之證明文件。
且每年至少應接受主管機關或經中央主管機關認可之食品衛生相關機構舉辦之衛生講習八小時,並依此建立(衛生管理人員設置辦法)。
- 建置不符合管制措施
當重要管制點超出管制界線或作業前提方案控制失效時,公司應確保受影響之產品已加以鑑別,並應制定(不合格品管制辦法)與(矯正與預防措施管理辦法)以界定。
- 建制監督與量測管制措施
公司應建立(監督與量測作業管理辦法),展現其所規定之監督與量測方法與設備是適切的,以確保各項監督與量測程序之績效。
- 應在規定期間或使用前,依據可追溯至國際或國家標準之量測儀器,加以校正或查證。
- 必要時,應加以調整或重新調整。
- 應識別所決定之校正狀況。
- 應加以保護,以防止應調整而使量測結果失效。
- 應加以防護,以防止損壞與劣變。
- 校正與查證結果之紀錄,應加以維持。
- 建置驗證(稽核)系統
應制定(內部稽核管理辦法),規範查證之規畫應 界定查證活動之目的、方法、頻率及職責,各項查證活動應確認其:
- 前提方案(PRPs)均已實施。
- 危害分析的輸入是持續更新。
- 作業前提方案與HACCP計畫中之各項要件均已實施且是有效的。
- 危害程度是在已鑑別可接受程度範圍內。
- 公司及ISO 22000所要求執行的程序均已實施且是有效的。
- 本項規劃的結果應適合公司運作方法的形式展現。
- 建制系統改善機置
總經理應確保公司依(食品安全手冊)、(溝通管理辦法)、(管理審查作業辦法)、(內部稽核管理辦法)、(不合格品管理辦法)、(矯正與預防措施辦法)與(資料分析流程績效與持續改善管理辦法)之規定,透過溝通、管理階層審查、內部稽核、個別查證結果之評估、查證活動結果之分析、管制措施組合之確認、矯正措施及食品安全管理系統之更新的運用、持續改進其食品安全管理系統之有效性。
評估與更新活動應於下列事項:
- 來自溝通的輸入,包括外部與內部溝通。
- 來自食品安全管理系統之適用性,適切性及有效性有關之其他資訊的輸入。
- 來自查證活動結果的分析的輸出。
- 來自管理階層審查的輸出。
- 認證
當ISO 22000系統實施至少3個月,內部稽核程序、外部稽核程序、管理審查會議、並演練過產品回收計畫且留有相關文件紀錄後且重大無缺失,始可向驗證單位申請認證。
認證審查前須提供食品安全手冊、HACCP計畫書給認證單位先做書面審查。實地審查認證分為初評及複評二階段,若無重大瑕疵,於一個月後可取得ISO 22000認證合格證書。
三、ISO 22000導入關鍵成功因素
| 項目 | 關鍵成功因素 |
|
|
|
|
|
|
|
|
|
|
|
|
- 系統運作部份
高階主管的支持與參與、全員參與,與落實執行、對於GHP相關規定應配合執行部分不能規避、ISO22000運作執行之相關紀錄均應妥善保存等4項重點要項,但經重要性交叉比對去除重要性後,在此部分應以高階主管支持與參與、全員參與,與落實執行最為重要。
- 食品安全管理系統部份
食品供應鏈對食品安全上之溝通不良,導致食品安全產生危害疑慮,對消費者造成健康威脅、文件管制作業須明確定義,一、四階文件相關內容均能相互對應,作業標準一致、食品安全管理系統應做好內部宣導、食品安全管理系統應做好內部宣導4項,但經由分析整理後,在此部分應以文件控制系統及法規應定期更新2項最為重要。
- 管理責任部份
管理階層應對本身之職責,更大的道德責任及社會責任、公司訂定之食品安全政策,應讓公司所有成員明瞭建立緊急應變程序書/應變小組編組及定期進行事件演練3項。
- 資源管理部份
與食品安全相關之專業人員資格必須符合法規規定、教育訓練、硬體設備及現場環境管理需求依GHP落實執行最為重要。
- 安全產品的規劃和實現部份
應設定有效合理且具經濟效益的PRPs、應依公司產品特性建立HACCP計畫、應建立不合格品管制程序及產品回收機制並定期演練。
- 食品安全管理系統確認,驗證和改善部份
不斷稽核與矯正最為重要。其餘要點如量測儀器應依規定進行校正並建立允收標準,新產品導入時應確實更新調整FSMS,應針對系統運作進行統計分析之作業並改善。
總之以上6大重點要項共計有14個關鍵成功因素,期望企業在追求獲利時,也同時能致力於食品安全維護,讓消費者在享受美食的當下也能「食在安心」。
最後應用實際輔導ISO 22000成功個案說明作為結論之參考範例如下:
XXX食品工廠主要為生產製造咖哩牛肉殺菌袋,其製造過程包含原物料驗收、前處理、充填、封口、殺菌、包裝、運送到消費者食用等步驟,每一個步驟都有可能發生潛在的危害分析。
ISO 22000包含前提方案(PRPs)、作業前提方案(OPRPs)及危害分析與重要管制點計劃書等主要項目。
在輔導當中之前提方案包含:
- 安全的水源
- 食物接觸表面清潔度
- 防止加熱後污染
- 洗手、衛浴設施維護
- 化學物質(添加物)或污染物防止侵入
- 清洗消毒物質之物質管理
- 員工健康管理
- 蟲鼠害管制等項目。
殺菌袋食品整個製程中之用水,原料到成品及使用器具皆以生菌數和大腸桿菌做為衛生標準。實驗結果發現整個製程中生菌數符合標準,大腸桿菌皆為陰性。
利用危害分析鑑別出的作業前提方案(OPRPs)控制點有3個,分別是冷藏庫、冷凍庫及冷卻水溫度控制,而重要管制點(CCP)有2個,分別是封口強度3.0 ㎏/15mm 以上、穿刺強度0.65 kgf 以上及耐壓強度50 ㎏以上與殺菌初溫25℃、溫度122.5℃及時間28分鐘。
以上各種事項均符合,食品安全法令與法規之要求。
因此通過ISO 22000驗證後,作業前提方案與重要管制點皆須每天監控與確認、個別查證每年一次。
實施ISO 22000後其具體成果:品質目標執行良好,咖哩牛肉殺菌袋產品無顧客抱怨,從100年的11 件降至101年的3件,比預定的目標值5件還要低,效果相當良好。
在這次導入ISO 22000當中,尤其是在前提方案(PRPs)、作業前提方案(OPRPs)及危害分析與重要管制點時,大家對於內容的規定不熟悉且內部宣導教育又做得不夠徹底,引起許多的爭議和反彈,甚至有些部門主管配合態度非常差。
還好總經理非常堅持和支持,看到顧問的用心非常感動,召集大家開會溝通,宣誓無論如何一定要完成,有困難我會陪大家度過難關,一聲令下,大家同心協力,克服一切困難,最後也非常順利取得驗證公司的通過與肯定。
由此可知,高階主管的全心參與和支持配合、顧問經驗、能力技巧、用心、耐心、永不放棄的決心,是此次導入最大的成功關鍵因素。
猜你喜歡

危害分析與重要管制點(HACCP)制度,它是一套強調須先分析明瞭食品製作過程中可能出現之危害,並於製程中尋找重要管制點,在食品製造時即予以控制,使危害不致發生於最後成品內的預防系統。ISO 22000食品安全管理系統最大的好處是使全球的組織能更容易相一致地實施Codex HACCP食品安全衛生系統。對食品安全的管理系統進行認證的企業,可展現了其控制食品安全風險的能力。

如何運用數位轉型協助發展ISO 22000食品安全管理系統,並符合政府持續以食安法規「五非不可」雲端平台及HACCP重要管制點危害分析計畫,配合產品層面的管理,在以品質要求源頭採購的高標準要求下,有效達到食安管理確效之目的是每一家食品廠發展食品安全重點。

食品業者應映消費者越來越關注食品的安全問題及確保業者生產和銷售安全食品,對建立食品安全管理系統有其必要性。如何建立可根據ISO公佈的ISO 22000標準,如何建立,可依本文步驟逐步進行導,必能成功。

ISO22000於2005年開始被建立,歷經長時間後於公佈2018版,因改版時間超過10年,食品業所需要面對的問題與風險已有所不同,也配合其他ISO系統導入高階架構,整體上有著較大幅度的變化。




AI 職場全能應用:文本 × 繪圖 × 影音 × 簡報 × 研究 × 代理工具實戰 - LINE@ID:@274aywrg - 賴炳樹老師 - 遠距教學
上課時間 2026/10/27 ~ 2026/10/27
APQP先期產品品質規劃 - 新版IATF 16949 六大核心工具系列課程
上課時間 2026/09/11 ~ 2026/09/11
專業總機與櫃台人員培訓
上課時間 2026/09/18 ~ 2026/09/18
行政管理中的創意思維與問題解決
上課時間 2026/08/27 ~ 2026/08/27
供應鏈與物流管理 - 第二梯
上課時間 2026/08/05 ~ 2026/08/05
ESG下的資訊安全管理 - 視訊
上課時間 2026/09/03 ~ 2026/09/04
專案管理實務應用技巧研習班 - 第二梯
上課時間 2026/09/24 ~ 2026/09/24
業務與採購雙向談判技巧實務
上課時間 2026/08/18 ~ 2026/08/18
Word達人職場文書處理全攻略 x 高效編輯與AI輔助寫作技巧 - 陳嫚瑩老師
上課時間 2026/11/02 ~ 2026/11/09
公共工程品質管理人員回訓班 - 地下管道工程品質管理實務(一)、(二)-夜間視訊
上課時間 2026/10/05 ~ 2026/11/06