提高產能及降低生產成本之運用DMAIC改善案例

- 撰文者:
- 2018/02/08 瀏覽數:37505

一、前言
一般企業在推行改善活動時,可採用多種方法例如:品管圈(QCC)、品質改善小組(QIT)、六標準差(Six Sigma)、精實生產(Lean Production)…等。尤其近年來大部分公司偏向少量多樣化生產,為滿足顧客需求除了品質要好,交期也要快,兩者要同時兼顧實在有些困擾。為了提高生產績效,如何運用不同的改善方法、步驟、使用工具,進而整合應用公司內部的資源,有效落實達成顧客滿意度的目標,是一大課題。筆者建議運用將精實生產與六標準差結合的DMAIC改善方法,並提出輔導案例在本文中分享。
二、六標準差(Six Sigma)
「Sigma」是希臘字母「σ」,在品質統計上,一般產品品質要求只要3-Sigma,也就是說產品的合格率達到99.73%的水準即已不錯。但隨著時代的進步產品功能愈來愈複雜,客戶對品質的要求越來越嚴,之後Motorola提出6-Sigma要求,希望產品的合格率達至99.999966%的水準,失誤率僅有3.4ppm。因此六標準差在技術面,常被定義為:「運用高度技術,優化產品和流程來達成幾乎完美的顧客要求」;在管理面,6-Sigma 亦可定義為:「達成較佳的顧客滿意度、更高的獲利、更佳的競爭力,而進行全面性的改善文化」。
六標準差的五大步驟 「Define、 Measure、 Analyze、 Improve、 Control」,也就是「設定、衡量、分析、改善、控制」,藉由明確的問題陳述,完整的數據收集分析,找出缺失的根本原因,再進行有效改善,並要持續保存其成果。
三、精實生產(Lean Production)
精實生產其實是日本豐田式生產TPS(TOYOTA Production System)的暱稱,主要是突顯其在少量生產方式與1920s年代的大量生產方式mass production有所區別,1990s年代早期美國管理專家針對全世界十四國的汽車廠進行有系統的產業研究,結論出日本汽車業的成功關鍵因素,並闡述豐田汽車以精實生產管理模式創造企業核心優勢,因此倡導企業複製豐田式生產管理模式名為Lean Production。
精實生產是一個循序漸進的問題解決過程,需要有一定的推動過程, 實施精實生產的目的主要在消除企業製造過多、庫存過多、以及等待、搬運、不良品處理、動作不當、加工製程、管理不當的時間浪費,讓其價值溪流順暢,滿足顧客快速服務與高價值低成本的需求。
四、精實六標準(LSS)的產生
六標準差 (Six Sigma) 有一套DMAIC改善工具,也是提昇企業績效的活動;而專注於流程改善、多樣少量生產的精實生產(Lean Production),則透過產品與服務流程的改善達到客戶要求。(鄭春生/曾彥文/鄭慧萍/黃國格)
精實與六標準差結合在流程改善時,精實方法在排除浪費、提高工作效率及流程速度,六標準差則專注在提高流程的控制。所以精實六標準差是結合精實生產及六標準差原理的實踐,也是一種改善公司績效的方法,它運用DMAIC的改善手法運用到價值溪流的改善,讓公司的作業流程或製造流程更順暢,節省成本又快速提供顧客產品與服務。(參閱圖1及表1)
圖1
.png)
表1 六標準差、精實與精實六標準差的異同
.png)
資料來源:應用精實六標準差建立TFT-LCD 組立製程庫存管理機制, 蕭柏年 2011
五、運用DMAIC改善案例
(一)案例公司背景
案例公司成立20多年,主要業務為製造及組裝廚房、衛浴水龍頭組及零件。員工約70多人,以OEM搭配自有品牌銷售,產品運到美國的業務銷貨中心,再由地區銷售網銷售到美國各地,並搭配安裝服務,提供顧客高效率、高產能的零配件組合。去年經由顧問輔導,導入精實生產,運用LSS 的DMAIC改善步驟,調整生產線為U型生產,產能增加一倍,生產效率提高35%,並有效降低人工成本。
(二)改善過程
- 設定(Define):明確的問題陳述
案例公司近幾年的產銷作業部門溝通協調不佳,成品、半成品堆積多,倉庫庫存多,生產計劃與管制、庫存管理及採購供應鏈管理…等常出現問題。另外因生產線佈置全部為直線型,生產流程分前置作業、組裝與測試、包裝三個工作站切開來作業,生產搬運及等待時間浪費時間多,產能一直無法提升,生產效率低造成產品製造成本高。
- 衡量(Measure):數據收集
依據案例公司主力產品的生產流程,有些零組件要先上膠待乾,因此前置作業必須分開來準備這些零組件,組裝與測試站因有機器設備的限制,通常是瓶頸站,包裝則用直線型生產線佈置作業,經過統計分析各工作站投入不同人力分開作業,平均每天產能 = 1267件/天。
- 分析(Analyze): 找出缺失的根本原因
案例公司運用要因分析圖找出產能不足的原因,主要在工序的排程問題與空間不足,造成的因素有備料過多、搬運時間浪費、等待時間浪費…等。(參閱圖2)
圖2.案例公司要因分析
.png)
- 改善(Improve):進行有效改善
經由內部檢討與外部輔導建議,案例公司改變生產流程將工作站的配置改為一個流的精實生產方式,工廠佈置將兩條直線生產線改為U型生產線,原本測試工作站則結合到U型生產線內作業。改善後減少現場堆積的半成品及物料,生產空間也因5S及精實生產的導入變得寬敞。改善後增加測試機器及人員配置,經過統計分析,平均每天產能 = 2534件/天。投入人力雖有增加,但整體的成本效益對案例公司仍有利。(參閱表2)
表2.案例公司精實六標準差改善效益
.png)
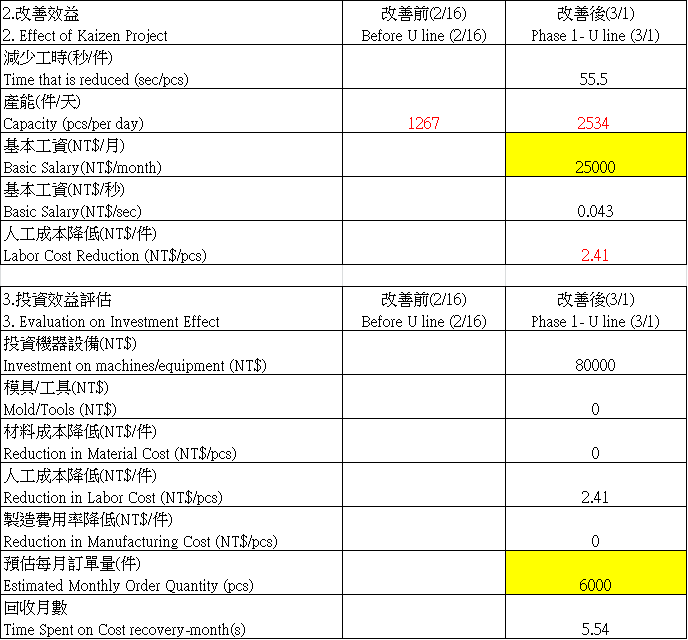
【註】:
- 基本工資與每月訂單量為預估值
- 改善前價值溪流:前置作業→搬運→等待→前段組立→搬運→等待→測試→搬運→等待→後段組立→等待→包裝→成品
- 改善後價值溪流:前置作業→等待 →U線生產(前段組立→測試→後段組立→包裝→成品)
- 生產量(件)為相同產品訂單數量: 2/16日(3498pcs)及3/1日(1116pcs)兩批訂單,後續無相同產品的訂單。
- 增加人數主要在調整生產線平衡降低瓶頸時間,改善前16人產能(1267pcs/天),改善後21人產能(2534pcs/天)。
- 控制 (Control): 持續保存其成果
改善後的精實生產作業方式對於案例公司已經呈現效益,解決產能不足的問題後,產銷作業協調問題、工廠的成品、半成品堆積問題也改善許多。事後案例公司已將製程改為U型生產線,持續應用在其他產品。(參閱圖3)
圖3 案例公司工廠佈置改善
.jpg)
六、結論
精實六標準差是藉由快速改進顧客滿意度、成本、品質、流程和追求股東最大利益的方法。簡言之,精實六標準差就是要把產品或服務做得又好又快。精實和六標準差必須融合的原因在於精實方案並未利用統計性數據來控制流程品質而六標準差本身無法大幅改進流程速度或降低投入成本。因此融合後的流程改善效益會更高。
目前企業除了品質要好滿足顧客要求外,通常是如何提高效率與降低生產成本。在作法上,須先找出公司內部的重要流程,並以品質和速度為中心思想,選擇適當的專案並以適當的改善工具來執行專案。精實改善能消除流程的各種浪費,加速價值溪流;如再利用六標準差的DMAIC方法來分析與解決企業面對的各種問題,即可達到六標準差結合精實方法的綜效,如此不只能增進顧客的滿意度與忠誠度,也能直接增加企業的財務效益。
【參考資料】
- 精實六標準差方式導入試產品之效益評估—以電感器為例,鄭春生/曾彥文/鄭慧萍/黃國格2008 International Symposium of Quality Management, Kaohsiung, Taiwan
- 應用精實六標準差建立TFT-LCD 組立製程庫存管理機制, 蕭柏年 2011
數位精實管理(Digital LEAN)
因應數位轉型與工業4.0的浪潮,數位精實生產即為因應及時生產、小量多樣生產等未來生產需求態樣,在原有精實生產的概念下,配合企業經營現狀與發展的需求,引導企業結合應用ICT及IoT等相關技術與系統,在合宜的成本下,進行升級轉型之收法,將於每個發展階段產出具體的成果,真正強化企業的總合競爭力。
猜你喜歡

6標準差活動在國內掀起一股風潮,受到廣大企業的採用和重視,不管是客戶、製造商或供應商,學習後的成果,使得人人對價值的判斷更加的準確,犯錯的機會減少。也因如此;許多企業被客戶要求,必須利用一套合理的方法驗證,來監控產品製造的輸入變數,獲取期望的最佳結果,使得輸出變數小,滿足顧客對產品的需求,增加顧客信心。

工業4.0成為全球產業發展政策,如何依據企業現金水準規劃導入模式不可輕忽;評估國內企業在追求工業4.0時,必須先考量我們現在已達的水準,如果企業還在2.0就不要妄想一步登天跳升到位,建議從精實生產暢流生產建立根基,先把生產製程的不平衡或平衡損失降低,讓產品各製程都能落實單件流,產品投入就能毫無停滯迅速完成,讓有價值時間比率最高,才進一步思考透過設備取代人工,否則把浪費動作投資設備取代更形成另一種浪費,故暢流生產是智慧製造的根基。

因為急單湧入的企業,反倒是無法快速因應來滿足客戶的需求,而產生了許多檢視過去工廠管理手法的聲音,如近期於經濟日報社論中即有一篇社論在探討”疫情對精實生產的衝擊與改變”,文中所述確實呈現了現今已導入精實生產模式的工廠所面臨的狀況,也提出了諸如最佳化庫存、採購來源多元化、水平式組織及生產流程彈性化設計等四項議題供企業進行反思,對此,筆者也針對這段時間中實際協助企業探討此問題的過程與大家分享。

「踩踏,造就鍊條與齒輪持續傳動的系統,才能到達目的地」。
流動不停滯是驅使工作現場降低庫存、縮短Lead Time(前置時間)的改善技法。騎乘單車環島就如同工作現場,每天皆有要到達的終點與必須完成的里程,騎車者唯一且能做的就是因應路況持續踩踏、調節呼吸、變換重心、調整速比、保持迴轉速,才能安全準時抵達休息站。這些與精實生產中的及時化和自働化,真是不謀而合。




跨部門合作與多元文化團隊管理 - <外籍主管> - <採英文授課> - <多國語言企業包班>
上課時間 2026/09/16 ~ 2026/09/16
貨動全球-海運空運承攬全攻略
上課時間 2026/08/05 ~ 2026/08/05
職業衛生管理師(抵充59小時)訓練班(南科班) - 假日班 - 兩人以上優惠價,每人8000元 - 請提供管理員期滿證明 - 請勿繳費待上課通知
上課時間 2026/08/01 ~ 2026/08/23
人力資源部門(人資)應掌握的稅務知識 - 已達開班門檻
上課時間 2026/08/03 ~ 2026/08/03
顧客服務之問題分析與解決技巧
上課時間 2026/11/13 ~ 2026/11/13
荷重在一公噸以上之堆高機操作人員-移工班英語 - 【日間班】 - 菲律賓國籍 - 使用英語 - 15人即開課
上課時間 2026/09/17 ~ 2026/09/24
公眾演說與口語表達技巧 - <表達力> - <已達開班人數>
上課時間 2026/08/28 ~ 2026/08/28
SPC統計製程管製 - 新版IATF 16949 六大核心工具系列課程 - 自備筆電
上課時間 2026/10/01 ~ 2026/10/01
防火管理人訓練初訓班 - (南科班)
上課時間 2026/11/11 ~ 2026/11/12
有害物作業主管在職教育訓練班-(有機/特化/粉塵/缺氧)(南科班) - 日間班 - 有機回訓-特化回訓-缺氧回訓-粉塵回訓 - 請上傳原始證書
上課時間 2026/09/18 ~ 2026/09/18