使用SPC統計製程管制心得分享

- 撰文者:
- 2018/05/08 瀏覽數:1446

宇宙間的人類行為、事物及現象,沒有兩種服務或產品是完全一模一樣的。如果我們不斷地嚐試製造一些能符合顧客需求的零件,同時也試圖將每一個零件做得跟其他零件一樣。為了能達到以上這些要求,必須加強控制操作過程。要控制操作的條件就是能夠衡量。
英國有位科學家曾說:「當某人能衡量自己所說的話,並且能用數字來表達時,那就表示他的確知道某些有關於他自己所說的;但是假如他無法用數字來表達時,那麼他對自己所說的理解…並不充分。」從數字的顯現,讓我們能夠容易了解操作情況很順暢或是需要調整。因此我們可以使用統計製程管制技術的工具以數字的表示來衡量操作前與調整後的績效表現。
統計製程管制(SPC Statistical Process Control),顧名思義就是『運用統計的方法來管制製程』。換言之,在工作中依計劃蒐集數據資料,應用統計方法來衡量和分析一個製程的變異,也就是利用一些手法來監控製程的變異,指出變異來源以進行改善,其目的是要使製程維持在管制狀態並改善製程能力,換言之就是讓員工看見自己的生產品質。
那麼統計製程管制SPC應該如何使用呢?首先我們必須先認識統計製程所使用的主要工具包含:查檢表、直方圖、流程圖、魚骨圖、散佈圖、柏拉圖、管制圖。其中以管制圖來作範例介紹。
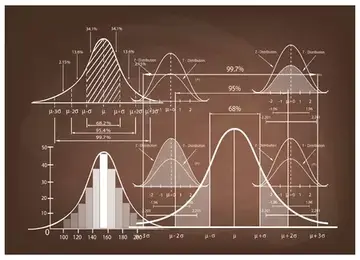
管制圖(control chart)是把製程中所蒐集品質特性的量測資料加以整理,並計算其位置統計量(平均數、中位數)及變異統計量(標準差、全距),再依統計學的中央極限定理,把所求得製程平均及變異的中心線與上、下管制界限繪製成圖,藉以判斷製程品質特性隨時間的變化狀況,管制圖現已成為監控製程品質不可或缺的工具。
因此在管制圖上,橫座標常用以表示製品的樣組序號或時間別,縱座標代表品質特性的量測值。圖中包含中心線(center line, CL)、管制上限(upper control limit, UCL)、管制下限(lower control limit, LCL)。
再者,依據訂出的管制界限,藉以判斷製程是否有異常狀況發生,以利檢討改善,確保製程維持在良好的管制狀態。簡單說,管制圖主要在提供製程是否呈穩定狀態的資訊,以做為品質改進的依據。
因此品管人員可藉由管制圖中樣本點的分布是否出現下列異常現象,來研判製程品質是否出現異常變異的風險。如果所有點都落在UCL和LCL之間且是隨機分佈,則此製程是穩定的;相反地,如果有點落在UCL和LCL之外或者非隨機分佈,表示製程受可歸屬原因影響,此製程為失控。
那如何辦別點分佈是否呈非隨機分佈?西方電氣公司(1958)提出區域檢定(zone tests)法則來辦別非隨機分佈,它將管制圖上下兩邊再等分成三等分,離上下限最近稱為A區,靠近中心線稱C區,中間為B區。
區域檢定法則如下:
- 一點落在A區以外
- 連續三點中有兩點落在A區或A區之外
- 連續五點中有四點落在B區或B區之外
- 連續八點在中心線之同一側
如果符合上述則表示製程失控,須立即改善。
然而需提醒使用管制圖這個工具時,我們還需要知道什麼是機遇原因與非機遇原因。管制圖常把製程品質變異的原因分為機遇原因與非機遇原因兩種。其中非機遇原因是製程分析中需要特別注意且必須採取行動的,而機遇原因通常是自然現象,並不需要特別處理。
機遇原因所造成的品質變異,在生產過程中是不可避免的。同一作業員在相同的操作條件下,製造出來的成品可能有些許差異,同樣情形也可能發生在同一部機器、同一種材料上,這種差異只能歸諸自然現象。若製程只出現由機遇原因產生的變異,則這製程可視為呈現穩定的正常狀態。非
機遇原因是製程受到一些特殊因素的影響,包括機具設定失當、操作失誤或材料不佳,這類變異通常可在追查出原因後採取對策予以排除。
追查非機遇原因可由5M來分析:Man—是否是人為疏失;Machine—機器是否未保養;Material—材料是否已變化;Method—操作方法是否不當;Measurement—量測工具是否失準。非機遇原因所造成的品質變異通常較大且較明顯,因此製程若出現非機遇原因的變異,表示這製程呈現不穩定的異常狀態。
猜你喜歡

張課長是押出成型課的課長,近日,技術員向他反映生產的過程當中必須經常調機,導致生產計畫無法如期完成,究竟張課長要怎麼做,才能找出問題點?以按時完成生產計畫。
由基礎的統計理論,探討SPC應用的方法,闡述正確的SPC使用方法與適用時機,進而運用到製程管制中。本文介紹SPC八大管理規則、SPC三倍標準差、SPC製程能力指標、SPC資料被判定異常所代表的意義。智慧化生產崛起,對於資料挖礦與大數據分析的需求日益增加,企業必須進行即時化的資訊串聯與分析決策,利用SPC更可利用開發線上系統及聯網等應用,讓生產產品更可以獲得品質關控與良率改善與提升。

統計過程控制(SPC, statistical process control)已經是當今生產製造中一項不可或缺的工具之一,掌握其中的訣竅並將之應用得淋漓盡致者,將能夠提高產品的良率並降低成本,為公司獲得更多利潤,在製造生產過程中取得領先的地位。



提升物料管理效率的核心作法 - 打通供應鏈任督二脈,打造高效物料流!
上課時間 2026/09/01 ~ 2026/09/01
臺灣職安卡-營造業一般安全衛生教育訓練 - 6小時(限本國籍)12/8前報名享優惠 - 適用營造業工作者
上課時間 2026/12/10 ~ 2026/12/10
營造業職業安全衛生業務主管在職訓練(回訓) - 營造業甲、乙、丙種 - 報名時請上傳初訓證書
上課時間 2026/12/17 ~ 2026/12/17
企業主管管理心法帶人術
上課時間 2026/11/05 ~ 2026/11/05
正向溝通技巧訓練
上課時間 2026/10/21 ~ 2026/10/21
掌握節奏!現場進度管制與安排技巧班
上課時間 2026/12/22 ~ 2026/12/22
IE手法與生產作業改善技巧研習班 - 第二梯
上課時間 2026/09/22 ~ 2026/09/22
職場溝通影響力
上課時間 2026/08/13 ~ 2026/08/13
用生成式AI寫Excel巨集搞定繁瑣事
上課時間 2026/08/18 ~ 2026/08/18
團隊合作與溝通協調技巧
上課時間 2026/10/01 ~ 2026/10/01