如何以精實生產的精髓導入單元式生產Cell Production-組裝生產線為例(下)

- 撰文者:
- 2021/02/17 瀏覽數:6733

一、前言
在上一篇文章《如何以精實生產的精髓導入單元式生產Cell Production-組裝生產線為例(上)》已說明為何要導入單元式生產,於本篇文章中,來告訴各位讀者如何導入。
單元生產基本目的就是消除浪費,該生產模式主要消除七大浪費中的搬運浪費、等待浪費、生產線平衡浪費。可有效的降低生產成本,提高質量及工作效率;在提供客戶需求的產品方面更加靈活,把使用相同設備的相似產品進行分類,更加頻繁的改變產品類型。
換言之,就是可以達到多樣少量的生產模式,把傳統的流水線轉換成單元生產方式意味著減少在作業流程上的浪費。
二、單元生產實施步驟
一條精實生產理應從客戶的具體需求出發,結合精實的思路和方法設計出各製程的整合及佈置,目的是將生產線內的浪費消除,使其效率最大化、彈性更大、更加平衡、製程更加簡化。從以下8個步驟實施進行:
- 產品數量分析(P-Q分析)
根據過去與現有出貨產品市場實際需求進行PQ分析,對訂單數量與產品種類以ABC分類,再對分析的項目作成圖表分析,對照出圖表中主要產品種類對照的數量間關係,作為後續資料分析的基礎,如圖一。
分析的主要目的乃是以八二法則的分類方式掌握核心產品,作為後續展開基礎,在規劃上才能確保符合產線生產需求,並有效的提升生產效率。
.png)
圖一:PQ分析
將製程相近的產品類別,劃分在同一個單元中,減少在同單元佈置中,跨類別生產時所造成的換線損失。
- 計算節拍時間
精實生產秉持的精神,只在需要的時候提供所需數量的產品,所以節拍時間,是以客戶訂單量為基礎的計算,對製造單位的標準時間有不同於一般週期時間的定義,節拍時間會因為客戶的需求量不同而隨之變更;根據客戶的需求量,除以工作時間,即為節拍時間。
例如客戶每週需要800件,而每週工作五天,每天工作8小時,則節拍時間為(5 x 8) / 800 = 0.05小時。
當客戶需求量降低時,按照週期時間的觀念與做法,生產線可能會因此產生過多的半成品或成品,但是按照節拍時間的做法,生產線則降低節拍時間來因應,多餘的 人力則調動到需求量增加的產品上。
因此節拍時間計算作業人數、製程工站數及生產線的佈置數。這是週期時間與節拍時間最大的不同之處,也是精實生產的重要觀念。
- 分析操作程序圖
分析操作程序是要了解各製程間之順序與相互關係,藉以得知問題所在,透過該圖去瞭解應在那些作業進行剔除、合併、重排、簡化來改善製程。
所以在操作程序圖中表示材料及零件進入製程的時點及順序來編製,並說明各製程所需時間,以及各種操作與檢驗間之順序關係。故在操作程序圖中,只包含操作和檢驗,而不包含搬運、等待、與儲存,如圖二所示。
操作程序圖記載有各生產過程之機器設備、工作範圍、所需時間、工作環境以及其順序,因此可做為決定生產線平衡之依據,以研究各操作及檢驗之目的,找出最佳製造程序的設計,獲得更好的方案。
.png)
圖二:操作程序圖
- 分析流程程序圖
是種以符號來圖示的方法,它標示製程中所發生之操作、搬運、檢驗、等待和儲存等動作之順序,並記載所需時間、移動距離等事實,以供分析其搬運距離、延遲、儲存等時間,了解這些隱藏成本浪費的情形而達到改善之目的。
從由大處著手,整個工作製程做整體的分析,使製程中的操作程序與操作項目達到合理化,提高效率為目的。
將某特定工作的整個過程,清晰地描述並繪製成圖,然後運用剔除、合併、重排與簡化(ECRS)之技巧,來分析整個製程的每一項操作,使之合理化,以達提高效率之目的,如圖三所示。
.jpg)
圖三:流程程序圖
- CELL工站及工序設計
從分析操作程序及流程程序圖後,依生產目標算出周期時間,將作業分割或者結合,使各個工站的負荷均勻。
例如從一條生產流水線約25人,縮減為5人的工作站,相對一個人要學習原5個人的工作,當然需要作業員先學習每項工作,並運用動作研究最基本的“動素”著手,進行作業中的細微動作分析,以尋求省力、省時、安全及最經濟的改進。
如圖四所示,使其作業為最簡單有效,因此需在有限空間裡,要將所有零件及工具都放置在伸手可及的位置。
.png)
圖四:CELL工站工序表
- 供料模式建構
於執行CELL生產模式時,為了穩定生產作業時間(平均產出之循環工時),就不要讓生產線之作業人員中斷作業,而去取得或補充他自己所需的零件。
為了依循此原則,就需要設置物料配送人員,計算每一個工站零件箱中的合理數量、一個產品使用該零件之總數、補料週期(單一箱的消耗量,即為單位時間耗用量)、合理的箱數(一般以兩箱拉動原則,每一種物料,至少要有兩箱可以進行交替)。
零件箱的大小要依作業人員於生產時的方便(動作研究中的動素)或製成品包裝數量的倍數,由於CELL生產就是要完全發揮作業人員的生產效率,所以絕不可以依照物流人員或供給側的方便來設計。
而物料配送人員,可依計算出的補料頻率,並設定出標準的路徑去補充各工站的物料或取走已完成產品;若當零件的數量太多,則需增加配送頻率。
零件箱可利用滑槽,利用重力作用滑到作業者的使用位置,當拿出上方的空箱時,裝滿零件的第二箱滑到可被取用的位置,作業人員可將空箱投入下方的回收槽以脫離工站,如圖五所示。
.jpg)
- U型佈置
近年來隨著客戶對產品需求發生的變化,產品需求越來越朝向多樣少量的訂單,以往大量製造模式,反而無法降低生產成本,因此小批量、多品項的彈性製造,才能符合客戶需求。
U型生產線的特點即為生產投入點(Input)與成品產出點(Output)的位置應儘可能地靠近;當投入點與取出點接近時,可減少因「返回」而造成的時間浪費,如圖六所示。
.jpg)
圖六:U型生產線
於U型佈置時,需考量幾項原則:
- 不可有逆向的作業流程,訧是不可在第二工站完成後,被加工物件再重回到第一工站。
- 為了減少移動距離,可將工站緊緊相鄰,因此原有直線型的輸送帶,一定要捨棄。
- 控制瓶頸工站,消除生產線不平衡而導致的在製品堆積。
- 避免佈置成孤島型,若把生產的U型線分割為單獨的工站,在工站及工站之間因為相互隔離,就無法相互協助。
- 避免佈置成無開口型(封閉型),在安排佈置時,需要考慮到物流、人流的運作,若把作業人員包圍在機器設備或者工作桌中間,會使得產品運送產出不順暢,工站與工站之間也無法即時相互支援,如圖七所示。
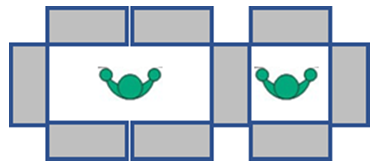
圖七:封閉型
- 人員走動分析
作業者在U型線內側移動,循環地完成每一個周期的作業,在進行U型線佈置時,會先進行步驟2~5,人員會進行走動式的生產模式,以完成下一個完成的工作。
因此,就作業者從一個工序的作業移動到下一個工序的作業,依人員的作業工序循環,應為圓形,也就是將兩道工序之間相連,使得人員走動為一致,避免走回頭路(逆向),如圖八所示。
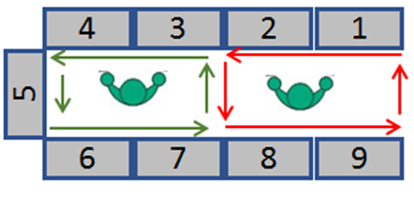
圖八:人員動線
三、結語
傳統大量生產的組裝,生產線的人員較多,造成生產換線的人員等待浪費,無法因應少量多樣的生產模式,而且只要生產人員多,就很難把生產節拍的平衡率提高。
所以單元式生產Cell Production就是採用小的生產線生產,這些生產線具備與大而長的生產線同樣的流程,工站減少,流程內容未變,讓每個工站的作業內容增加了,使得生產可隨時根據客戶需求進行人數、節拍的調整,以達到精實生產的目的。
數位精實管理(Digital LEAN)
因應數位轉型與工業4.0的浪潮,數位精實生產即為因應及時生產、小量多樣生產等未來生產需求態樣,在原有精實生產的概念下,配合企業經營現狀與發展的需求,引導企業結合應用ICT及IoT等相關技術與系統,在合宜的成本下,進行升級轉型之收法,將於每個發展階段產出具體的成果,真正強化企業的總合競爭力。
猜你喜歡
很多企業的智慧化思維,以為就是用最新技術,加強既有流程,但其實智慧化,尤其是智慧製造,更重要是推動的核心理念,讓整個生產體系走到「最剛剛好、最能賺錢」的境界。

「踩踏,造就鍊條與齒輪持續傳動的系統,才能到達目的地」。
流動不停滯是驅使工作現場降低庫存、縮短Lead Time(前置時間)的改善技法。騎乘單車環島就如同工作現場,每天皆有要到達的終點與必須完成的里程,騎車者唯一且能做的就是因應路況持續踩踏、調節呼吸、變換重心、調整速比、保持迴轉速,才能安全準時抵達休息站。這些與精實生產中的及時化和自働化,真是不謀而合。

在全球競爭日益激烈,瞬息萬變環境中,市場需求端轉為少量多樣,而產品生命週期變短,如何減少浪費、降低成本,有效運用資源提升產品競爭力,成為即需解決的問題;本文章從精實生產的五大基本思維架構,且為了提升製造現場的效率與效能,從消除不能提高附加價值工作中的七大浪費,並以藉由持續性的改善,以降低企業營運管理成本,快速生產模式來回應市場需求為主要目標。




AI行銷超進化:產業升級的智能全攻略 - 請自備筆電/LINE@ID:@274aywrg - 黃珩承老師 - 實體+遠距同步
上課時間 2026/11/09 ~ 2026/11/10
吊升荷重在三公噸以上之固定式起重機(架空式─地面操作)操作人員安全衛生教育訓練班 - 日間班(不含檢定費2870元) - 課程費用優惠中 - 上課學員送檢定報名
上課時間 2026/09/07 ~ 2026/09/11
SPC 統計製程管制 - 南科班 - 第三梯
上課時間 2026/09/30 ~ 2026/09/30
新任主管領導力及執行力
上課時間 2026/08/13 ~ 2026/08/13
勞健災保、勞退、二代健保與所得扣繳申報之關聯與查核 - LINE@ID:@274aywrg - 實體+遠距同步 - 張淵智老師
上課時間 2026/12/21 ~ 2026/12/21
以過程導向(烏龜圖)建立企業流程與 SOP 實務班 - 南科班 - 第二梯
上課時間 2026/11/30 ~ 2026/11/30
存貨成本減量及盤點運作實務 - LINE@ID:@274aywrg - 李進成老師
上課時間 2026/10/23 ~ 2026/10/23
職場霸凌防治與應對實務(基礎班) - 🛡️ 建立友善職場文化,認識最新法令 - 辨識霸凌行為、掌握正確應對流程
上課時間 2026/10/29 ~ 2026/10/29
iPAS AI應用規劃師(中級)考證衝刺班- 科目1+科目3套裝【假日實體班】-P5 - 🚀 掌握AI核心,一次通過iPAS中級 - 請自備筆電上課💻
上課時間 2026/10/03 ~ 2026/10/24
活用ChatGPT輔助學習Excel數據分析實務-HR領域應用 - (Gino老師)
上課時間 2026/12/01 ~ 2026/12/15