以快速換模因應少量多樣生產模式-導入方式解說

- 撰文者:
- 2024/04/30 瀏覽數:4714

一、前言
近年全球化競爭與市場需求急遽變化,製造業只能配合客戶訂單轉變為短週期的生產模式,從而延伸出的彈性製造概念開始深植人心,對於「時間就是生產力」的製造商而言,縮短「必要卻沒生產力」的換模時間,就等於提高產量,再者當製造業已逐漸邁向「少量多樣」以市場為導向的生產模式,傳統企業用批量換取減少換模次數的生產模式,將使其庫存積壓及訂單準交問題更顯嚴重。
雖然換模這個動作本身沒有生產力,但卻是不可或缺的一環,若可導入快速換模,則可有效縮短機器換模設置、調整與時間,並進一步提升製程品質、減少庫存量、降低成本、延長模具壽命等諸多優點。尤其在短期交貨的生產趨勢下,如何縮短換模時間、同時確保操作安全,則成為企業競爭力的關鍵因素。
二、何謂快速換模
換模時間是指前一產品產出完畢後,從停機開始,到下一產品的第一件產出合格品之間所耗費時間總合,亦為更換種類產品而未產出的時間區段。
為了降低因換模所造成之等待時間的浪費,新鄉重夫(Shigeo Shingo)於1985 年提出了專對少量多樣、降低庫存、提高生產以因應市場需求的快速反映模式,則為快速換模(SMED)方法,其目的就是減少整備時間。
運用SMED的方式,對整個換模過程分解並解析其作業流程來進行優化,經過反覆優化及測試,最終使得更換模具時間大幅縮短,提升換模效率,因此SMED是一種快速有效率的作業方法。
而在導入SMED 法之前,先了解何謂內部作業及外部作業。
- 內部作業
在人員或機器停止生產之狀況下,才能做換模作業的動作,稱之為內部準備作業,例如:如拆卸模具、安裝模具、調整等時間。
- 外部作業
在人員或機器未停止生產之狀況下,而事前可做的做換模作業的動作,稱之為外部準備作業,例如:換模前的作業,包含準備物料、模具、使用工具等,而換模後的作業,包含收尾工作、換現場清理、模具入庫等。如下圖一所示。
.jpg)
圖一:換模作業時間內外部作業說明
依上圖一再進行細部說明,於實際換模作業流程,可將換模時間拆為四部份組成:準備時間、換模作業時間、調整時間、整理時間;其中外部作業包含準備時間及整理時間,內部作業為換模作業時間及調整時間;如圖二所示。
.jpg)
圖二:實際換模作業流程
為了縮短換模時間,於導入 SMED 快速換模時,可掌握三大基本要點:
- 將內部作業與外部作業做區分;
- 盡可能將內部作業轉移到外部作業;
- 改善降低內部作業與外部作業時間。
如圖三所示,為運用上述三大基本要點,則需要充分了解換模工作內容、順序及要點,因此要從頭到尾完整觀察現況的換模作業,記錄作業人員在換模時間內的實際工作情況,包含每個動作花費時間。
有了這些基本資料,才能進行研討解析,尋求合理的作業方法,並找到得以改善的細節,以充分發揮換模作業效率;接著進行三大基本要點之作業方法及導入工作的細步說明。
.jpg)
圖三:快速換模三大基本要點
三、快速換模導入說明
因快速換模是需以專案管理的團隊推動方式,進行作業優化,例如生產實際換線作業人員於操作及改善後的實際反饋、生技單位以治工具改善及硬體調整的技術支援、品質部門從生產品質良率進行檢核、勞動安全單位以生產及勞工安全做優先考量等,因此為將此專案順利進行,需結合各單位的專業能力,才能提高快速換模的導入成功率。
- 成立專案小組及現況盤點
- 成立換模改善小組
制定專案推動計畫與行程。培訓內部種子成員,協助專案推動,進行工作研究動作分析訓練,結合生產實務執行換模改善之應用。
小組成員由生產線課長、組長、技術員、備料員、倉管員、生管、品管、產品工程等相關人員組成,組長可由管理級幹部擔當,副組長由IE擔當。每週定期召開換模作業改善會議,檢討換模狀況,會議由組長主導,小組成員共同討論換模中發生的問題並提出改善對策。
- 換模作業數據蒐集
從換模紀錄表,如表一所示(結合圖二做為觀念整合),量測並記錄作業時間,確保觀測時,進行換模作業人數和實際是相同的,並在觀測換模作業過程中,為前一產品產出完畢後,從停機開始,到下一產品的第一件產出合格品之間所需作業及時間。
依現況所評估的結果,做為目標設定之基礎;也可通過錄影方式,完整記錄活動的全部過程(建議不可中斷,以求歷程完整呈現),精確記錄在換模停機前後之工序內容如:模具種類、數量、標準、實際作業、人員移動及尋找等時間記錄,蒐集數據與檢視換模相關作業,並透過柏拉圖,如圖四所示,分析換模損失佔比較高的作業,做為首要改善的項目。

表一:換模記錄表
.png)
圖四:柏拉圖
- 改善作業
- 內部作業轉移到外部作業
將上述現況盤點中的第2點換模作業數據蒐集的工作中,所觀測到的時間,進行內部與外部作業進行區分(如表一所示),再將整理、分類,計算各項目所佔的比例而按照大小順序排列。
將作業進行結構分類後,把換模作業以程序分析與方法研究,確定在停機前、後有哪些事情能提前做,從內部轉移到外部作業,這樣會較容易掌握需要改善重點,可以大幅縮短整體換模時間,獲得較高的改善成果。
- 換模作業浪費分類
利用分組討論方式找出換模作業浪費,將原本一整體的換模問題,進行歸類,找出消除浪費的方法,另外,浪費並非使用一種方式或單一工具就可以全部檢出,而是必須結合不同的工具手法並將之建構成一套系統運作方能完備。
對內部的活動進行嚴格的檢查分析,以七大浪費架構為方法,識別改善的機會、小組成員集思廣益地討論創新改善的方法與構思(如表三所示)。
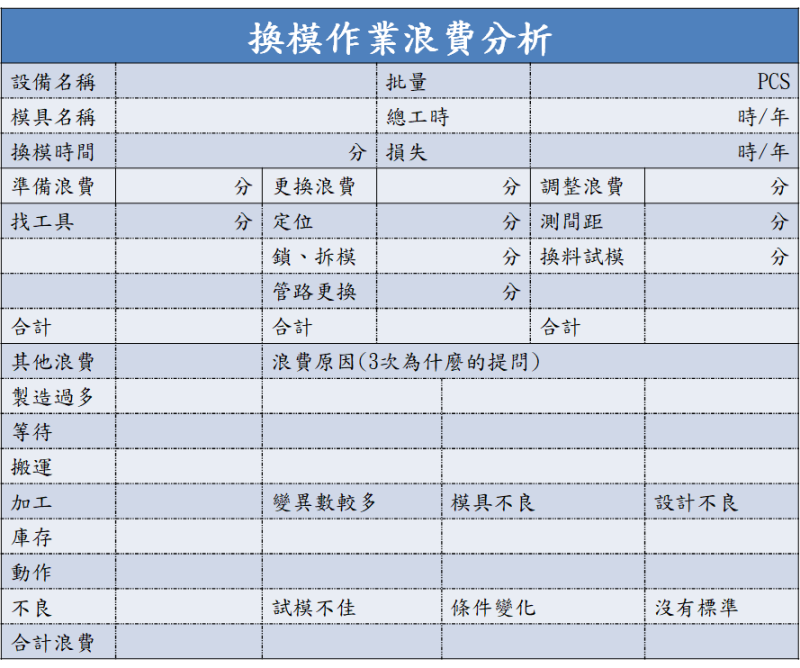
表三:換模作業浪費分析
- 降低內部作業與外部作業時間
經過資料蒐集、記錄與分析實際換模時間並識別出問題與浪費後,從整體作業拆解模組項目,以準備浪費、更換浪費及調整浪費進行討論。
並設定改善完成時間,如表四所示,訂定換模流程及推行細則等相關的文件資料,並將改善對策試運行到生產線中,並持續蒐集與記錄對策執行後的換模時間及其它問題點。

表四:換模作業浪費排除表
- 成效追蹤與問題矯正
新方案導入生產線後,應對改善後的換模方法進行數據化的分析、檢討,驗證、確認改善效果,換言之,也就是重覆換模浪費分析、浪費排除及結合柏拉圖作整體性思考改善,而達到縮短換模時間的目標。

表五:持續優化盤點表
- 標準建立
- 作業標準化與防呆機制建立
新方案導入後,需建立完善管理流程、工具與表單標準化、確保物流與人在正確的時間配置到正確的位置,細化當前的標準化工作,並努力消除任何偏離標準的工作。並確保管理流程中,一旦錯誤發生,有相對應解決問題的流程,以確保根源應用防錯(poka-yoka)流程。
- 持續改善與待解決問題盤點
不管任何專案的改善,降低人力成本、提高品質,增加產能創造利潤皆為其最終目標,進行持續改善。
培訓的重要性以及培訓內容,是最重要的工作,故應對員工充分進行專業訓練,達到品質目標,依據生產現場幹部管理狀況,應用管理手法訓練與應用,如:5S、PSP、QC七手法、會議召開、報告技巧、現場教導、溝通協調、生產日報分析等。
- 改善小組成果發表
將改善方案的思路、作法與改善成效藉由成果發表的方式,如表六所示;並水平展開至其它生產線,並制訂相關標準作業文件化,除維持作業之一致性外,並對流程實行監控,不間斷地研擬與彙報換模專案績效表現,以利持續改善。

表六:換模作業改善活動成果
四、結論
越來越多企業在導入智慧製造後,衍生出效益不彰的問題也逐漸浮現,原本導入智慧製造,就是期望增加生產效率、降低生產成本以及提高生產品質,以因應少量多樣生產型態,使得許多企業經營者開始省思,是否還有其他實際生產所遭遇的問題,不是智慧製造能解決的作業問題呢?
經筆者實際的輔導經驗,許多在智慧製造的導入,還是著重在品質即時檢測、生產異常預應管理及現況資訊的蒐集,而從生產的資訊蒐集進行分析後,往往得到的是生產單位因換模時間較長,造成生產品質及效率問題,若是換模的頻率越高,此問題就越嚴重。
因此導入高效率且安全的快速換模作業,可解決因換模而造成的品質及效率問題的方法之一;也借由此快速換模的導入說明,期望能讓企業或是生產主管,能有不同的思考角度,並進行廠內對於換模頻率、時間、品質上的盤查後,建立快速換模改善團隊,進而使其提高對訂單的應變能力。
【參考資料】
- 中國生產力中心編著出版,快速換模與防錯裝置指引手冊
製造業智慧生產規劃與建構
是否您企業的生產排程、良率監控與生產數據管理還大部分依賴人工?面對顧客的小量多樣化生產需求與各種緊急插單,是否讓您忙於應付?這些問題在智慧製造的情境中,都將得到更好的解答。未來智慧生產將不再是企業競爭優勢,而只是基本競爭條件,CPC將幫您從現狀走向未來。
猜你喜歡

豐田TOYOTA,不只是汽車品牌,更在世界引發了驚人的精實革命旋風!這股旋風從製造業延伸到服務業,各企業主無不致力於導入精實變革,增加獲利及提高營運績效,然而真正成功者卻寥寥無幾。本文試著從豐田模式的基本理念探討精實生產導入的關鍵思維,並為將來有意導入精實生產的業者提供基本的正確思維!

目視管理的哲學是為促進「走動管理」的效果,在PDCA的管理循環中,目視管理扮演觸媒的角色,以促進「走動管理」的效果。
目視管理能發揮「資訊共有化、事態標準化、問題顯在化」的機能,進而讓相關者進行「事前管理(預知管理)」,以採取防患未然的措施,避免發生重大的損害。

精實管理著重於消除流程中的浪費,因此識別企業內部的價值流程的重要性就格外重要,而且進行流程改善時為避免顧此失彼,必須要以面的角度俯瞰整個流程,從中選擇瓶頸項目進行優化與改善,本文介紹大家如何從企業內部程序定義與建立企業價值溪流圖,並以個案說明如何應用並進行企業商業流程改善(BPM)。

工業4.0趨勢銳不可擋,資訊科技的進步,使過去的夢想成為可能。若沒有經過合理化與標準化的過程,貿然運用資訊科技只會造成更大的浪費。資訊科技一直進步,工廠管理的本質不變,唯有掌握本質,才能善用科技。

『精實生產』為企業生產建立最佳價值溪流的過程,其也是知識管理之運用的體現,也就是將最佳化生產模式加以建立模組化並且運用ERP、APS等系統來協助,讓交期能夠即時,讓產能發揮出來。在推動智慧製造之過程,沒有『精實生產』為基礎,則恐難有效實現。

企業的經營可利用疫情關係按下暫停鍵的此時,透過導入數位精實生產(Digital LEAN)來調整企業的體質,強化企業的免疫力,讓免疫軍團的「量」與「質」同步提升,順勢增強企業創新競爭力。




【職場必學】社群行銷:短影音與影像設計整合應用班 - 請自備筆電
上課時間 2026/10/06 ~ 2026/10/07
成交核爆力 - 即將達開課門檻
上課時間 2026/10/22 ~ 2026/10/22
SolidWorks 零件設計班
上課時間 2026/08/10 ~ 2026/09/04
荷重在一公噸以上之堆高機操作人員安全衛生在職教育訓練(南科班) - 下午班-堆高機回訓 - 請上傳原始證書
上課時間 2026/09/22 ~ 2026/09/22
點石成金:業務團隊AI管理煉金術
上課時間 2026/09/08 ~ 2026/09/08
地震建築物毀損評估人員-合格南新第82期
上課時間 2026/08/21 ~ 2026/08/21
AI行銷 x 品牌說服力:打造有故事的行銷企劃與簡報魅力 - 請自備筆電上課
上課時間 2026/12/04 ~ 2026/12/04
iPAS淨零碳規劃管理師(初級)衝刺班【視訊班】 - CCChen 授課 - 請自備筆電上課💻
上課時間 2026/10/14 ~ 2026/10/14
iPAS AI 應用規劃師(初級)培訓班 - 實體上課與視訊同步
上課時間 2026/09/09 ~ 2026/09/10
製造業生產製程時間研究-標準工時制定 - 原9/3改9/15 - 用數據優化流程,打造高效能製造現場👍
上課時間 2026/09/15 ~ 2026/09/15